Násobič extruze (Extrusion Multiplier) umožňuje přesné vyladění rychlosti vytlačování filamentu - jednoduše řečeno, kolik filamentu vychází z trysky. Nastavení Násobiče extruze v PrusaSliceru a Průtoku ve firmwaru tiskárny jsou dva způsoby jak upravit jedno a to samé. Nicméně úprava jednoho z těchto nastavení neovlivňuje hodnotu druhého.
Tento proces není nutné provádět na nové tiskárně, která právě přišla z naší továrny, spíše se využívá u specifických aplikací a filamentů. Ideální hodnota se liší pro každý typ materiálu a každou barvu. Může se lišit dokonce cívku od cívky. Na to pamatujte zejména v případě, že často měníte typ a značku filamentu, nebo pokud často používáte levné no-name značky.
Tato kalibrace se používá k opravě dvou běžných problémů:
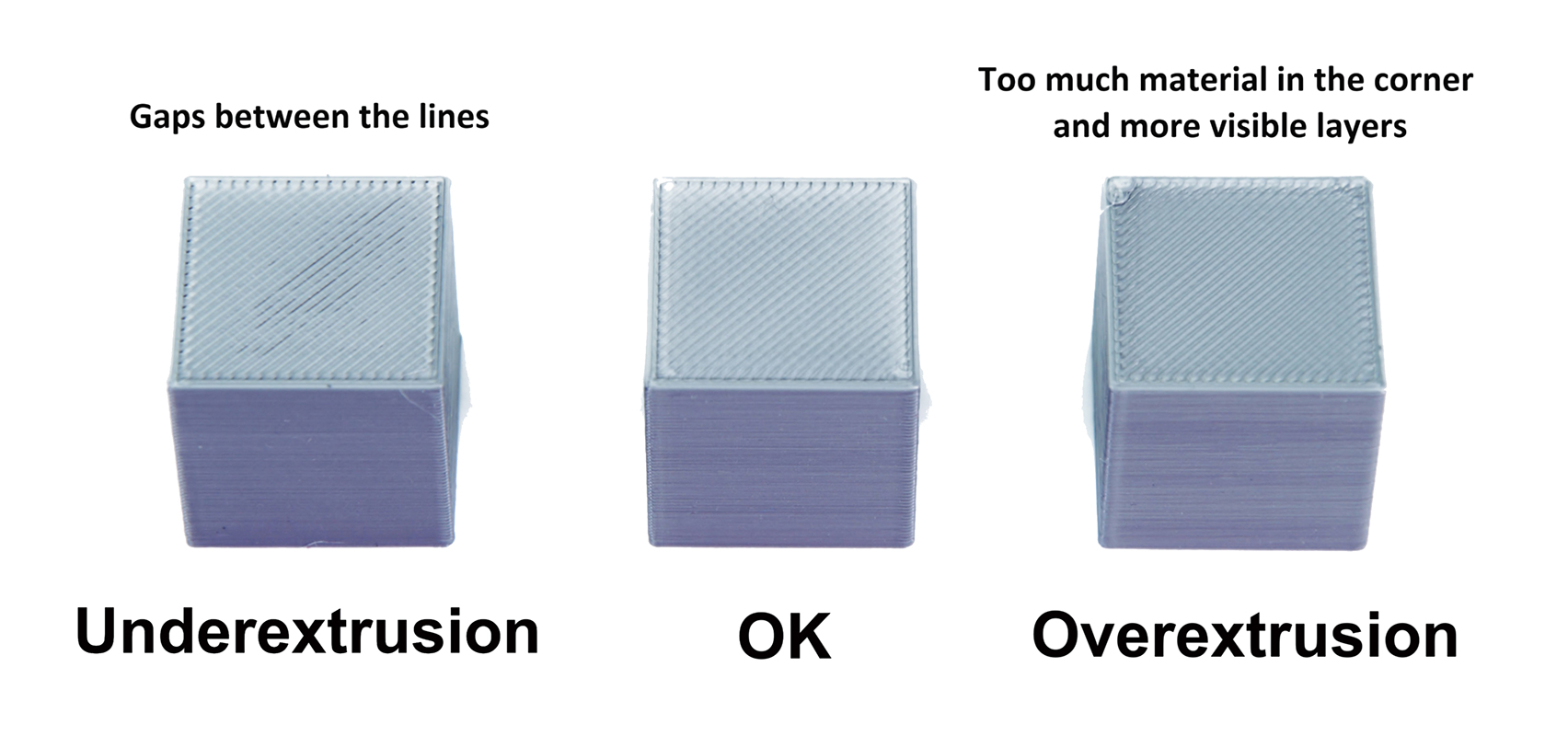
- Přeextrudování (Overextrusion) - Je vytlačováno příliš mnoho materiálu (tok materiálu je příliš silný). To způsobuje jizvení spodních vrstev a zbytečné hromadění materiálu na horních vrstvách.
- Lehké podextrudování (Underextrusion) - Nevytlačuje se dostatek materiálu (tok je příliš slabý). To způsobuje malé mezery, které se objevují mezi linkami vrstev nebo perimetry (obvody).
Přeextrudování (Overextrusion) je běžný problém s mnoha značkami filamentů. Nejméně se hodí v okamžiku, kdy se snažíte slepit dvě části modelu dohromady. Pokud je horní vrstva přeextrudovaná, skončíte s nerovným povrchem, který neumožní bezproblémové spojení mezi těmito dvěma kusy.
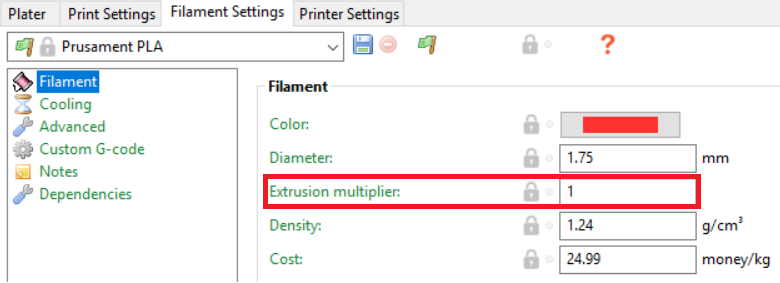
V PrusaSliceru jděte do Nastavení filamentu a hledejte Násobič extruze. Výchozí nastavení (pro PLA) je 1. Tato hodnota reprezentuje procenta, takže 1 = 100%, 0,95 = 95 % atd. Upravené hodnoty obvykle bývají mezi 0,9 a 1,1. Pro úpravu hodnotu jednoduše přepište.
V menu tiskárny během tisku přejděte do nabídky Ladit a pak vyberte Průtok. Opět, běžné hodnoty jsou mezi 90 a 110, což ale neznamená, že byste nemohli jít níž nebo výš.
Kterou metodu bych měl použít?
Existuje dvě metody, které můžete pro kalibraci násobiče extruze použít. V tomto článku se podíváme na obě:
- Přesná metoda - pomocí přesných nástrojů, jako jsou posuvná měřítka (šuplera) nebo mikrometr.
- Vizuální metoda - jednoduchá metoda založená na pozorování vizuálních vlastností vašich modelů.
Volba metody závisí jen na vašich preferencích; nakonec obě přinesou podobné výsledky. Dokonce i vizuální metoda vám umožní mít dokonale padnoucí díly s hladkou a plochou horní vrstvou.
Přesná metoda
- Velikost trysky = 0,4
- Šířka extruze (vytlačování) = 0,45
- Násobič extruze pro základní materiály (PLA, ABS, PETG) = 1
Pokud chcete kalibrovat tiskárnu s větší / menší tryskou nebo výškou vrstvy nad 0,2, budete muset upravit také tyto hodnoty.
- Stáhněte si Cube STL pro přesnou metodu.
- Slicujte ji s použitím Vase mode (Spirálová váza) a vámi nejčastěji využívané výšky vrstvy a vytiskněte ji. Mód vázy najdete v Nastavení tisku → Vrstvy a perimetry → Spirálová váza).
- Uprostřed každé stěny proveďte tři nebo více měření a vypočítejte celkovou průměrnou tloušťku.
- Vypočítejte násobič vytlačování pomocí následujícího vzorce: Násobič extruze = (Šířka extruze (0,45) / Průměrná naměřená tloušťka stěny).
- Upravte Násobič extruze v Nastavení filamentu → Filament
- Znovu vytiskněte krychli s novým nastavením a v případě potřeby se vraťte ke kroku 3.

Vizuální metoda
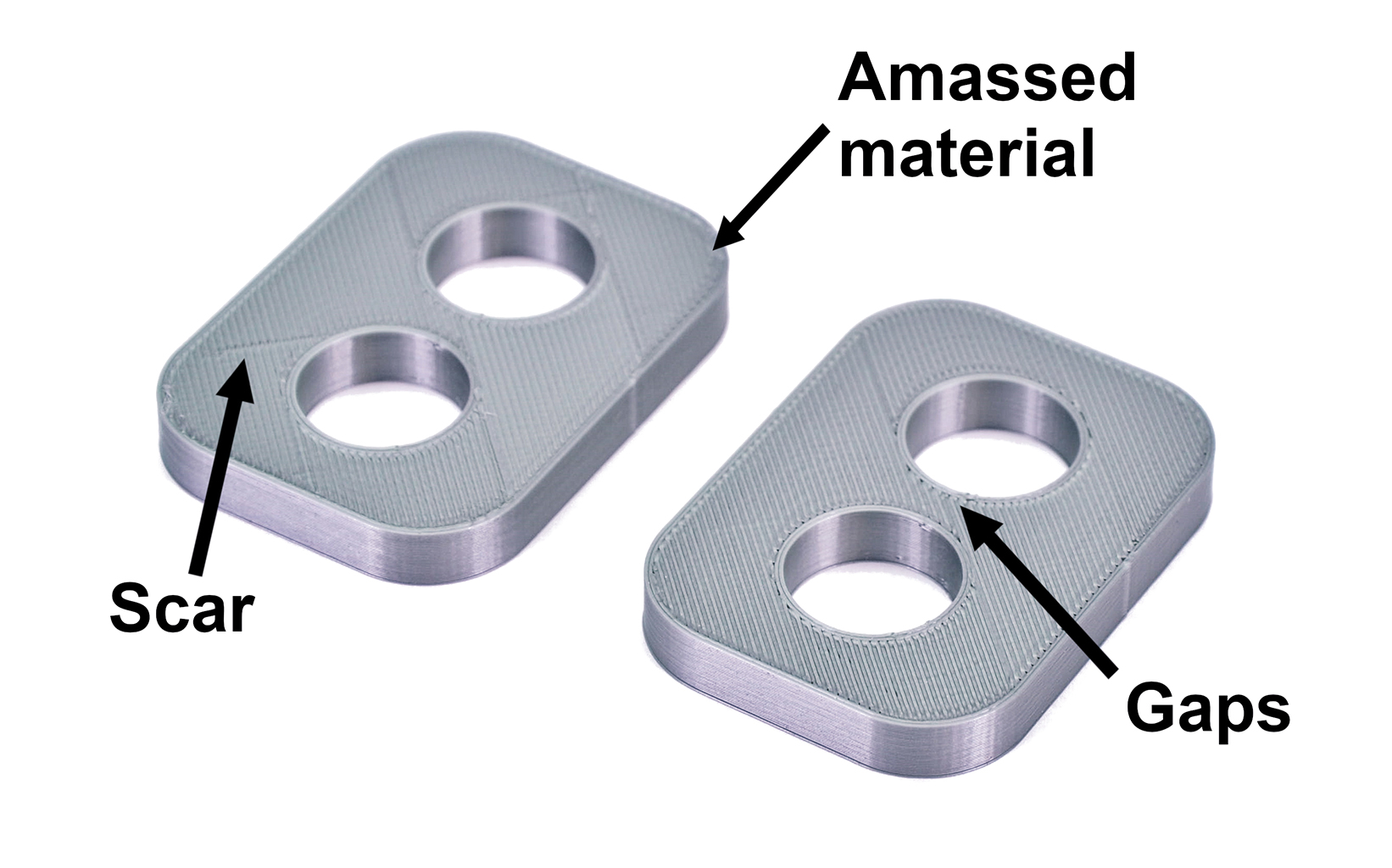
Tato metoda nevyžaduje žádné nástroje, pouze váš zrak. Jde o to, abyste se ujistili, že vaše horní vrstvy jsou hladké, lesklé a bez tvorby "jizev" nebo nánosu materiálu (hrbolů) v blízkosti perimetrů.
- Stáhněte si Vizuální metoda Cube.stl
- Slicujte ji s pomocí výchozích Prusa PLA nastavení při 0,20mm výšce vrstvy a vytiskněte ji.
- Vizuálně a prstem zkontrolujte horní vrstvu krychle.
- Pokud je horní část podextrudovaná nebo není hladká, upravte odpovídajícím způsobem násobič extruze o 1-2 %.
- Výše uvedené kroky opakujte tak dlouho, jak je potřeba.
Pokud je poblíž perimetrů příliš mnoho materiálu, je potřeba snížit hodnotu Násobiče extruze.

Pokud jsou mezi linkami vrstev viditelné mezery, je potřeba zvýšit hodnotu Násobiče extruze . (Mikroskopické mezery poblíž perimetrů jsou v pořádku.)
