Společně s Automatickou kalibrací podložky (Mesh Bed Leveling) je Korekce podložky důležitou funkcí navrženou tak, aby umožnila uživatelům doladit i úplně nejmenší nedokonalosti první vrstvy. Umožňuje virtuálně změnit výšku podložky na levé, pravé, přední a zadní straně, čímž vám v podstatě umožňuje mít různé hodnoty Doladění osy Z na každé ze čtyř stran vyhřívané podložky. Tato funkce je nejužitečnější, pokud často potřebujete využít celou plochu vyhřívané podložky.
Jak používat korekci podložky
Od firmwaru verze 3.5.2, je maximální velikost korekce +/- 100 mikronů (μm) místo +/- 50 mikronů (μm) v předchozích verzích. Dokonce i 20 mikronů může znamenat obrovský rozdíl, takže při použití této funkce postupujte po malých inkrementálních změnách. Stejně jako v případě Doladění osy Z, záporné hodnoty znamenají posun trysky blíže směrem k vyhřívané podložce.
- Spusťte Kalibrace první vrstvy (i3), abyste získali dobrou základní kalibraci.
- Stáhněte a slicujte tento testovací model pro vaši verzi tiskárny s pomocí výchozího nastavení PLA v PrusaSliceru při výšce vrstvy 0,20 mm.
- Vytiskněte g-code připravený v předchozím kroku pomocí PLA filamentu (ideálně světlé a neprůhledné barvy). Tisk má jen jednu vrstvu a zabírá většinu potisknutelného povrchu. Nemusíte tisknout celý soubor, zastavte tisk, jakmile jsou patrné rozdíly ve výšce vrstvy napříč deskou.
- Vyhodnoťte, kde je vrstva příliš přeplněná a plná jizev a kde jsou naopak mezery mezi řádky. Na fotografii níže jsou řádky v pravém horním rohu příliš smrsknuté. V levém dolním rohu je zase tryska příliš daleko.
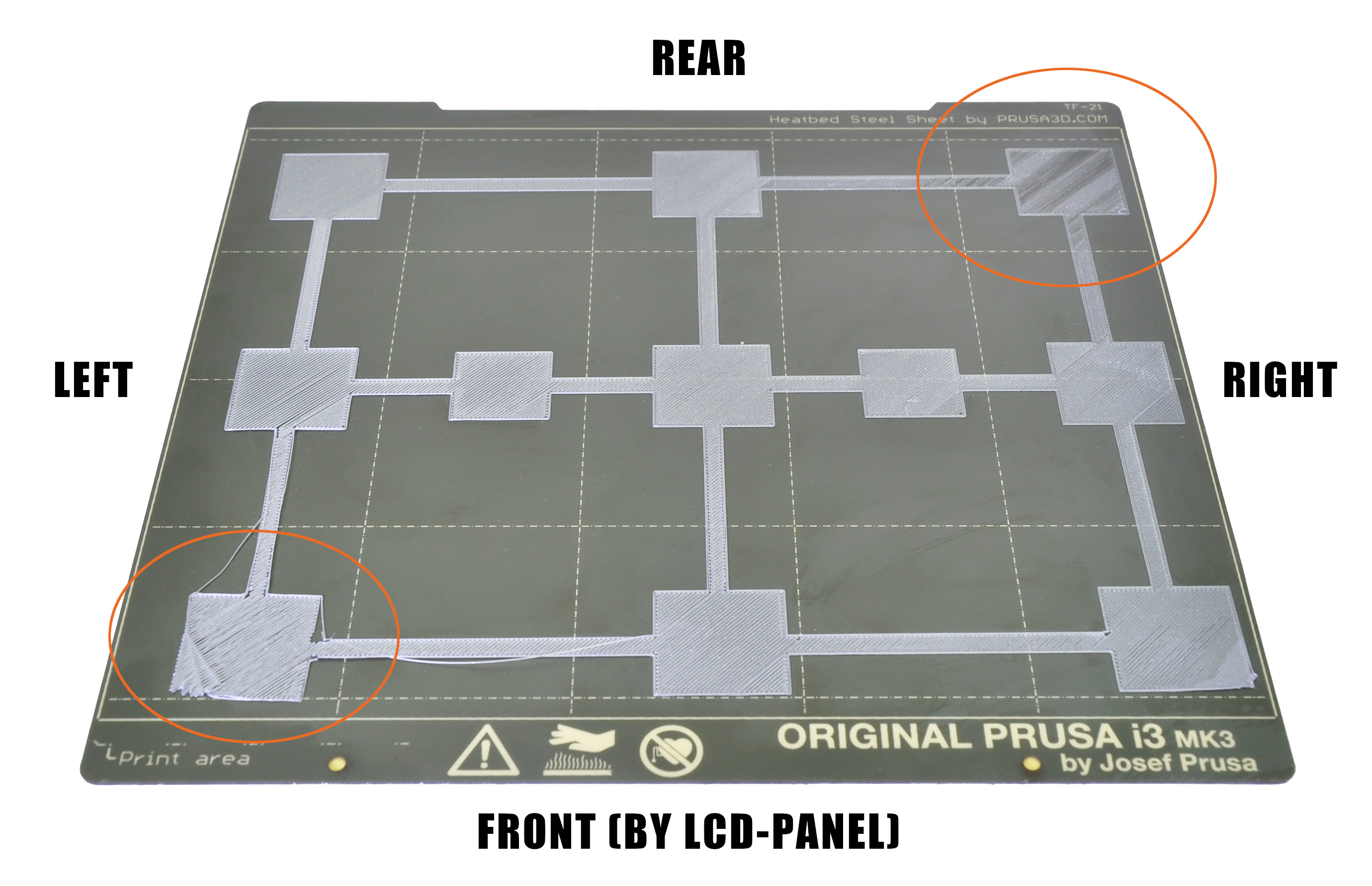
Ve výše uvedeném příkladu chcete upravit minusovou hodnotu vlevo, tedy přiblížit trysku a vpravo plusovou hodnotou trysku oddálit. Možná budete muset zároveň také upravit vzdálenost vpředu a vzadu - po úpravě levé a pravé strany proto raději proveďte zkušební tisk.
- Jděte do LCD Menu -> Kalibrace -> Korekce podložky. Tam můžete upravovat hodnoty pro Vlevo/Vpravo/Vpředu/Vzadu (chápáno z vašeho úhlu pohledu, tedy odkud se právě díváte na LCD displej tiskárny).
- Upravte hodnoty, doporučujeme postupovat v krocích po +/- 10. Tyto hodnoty budou přidány k základní hodnotě Doladění osy Z, kterou jste nastavili v prvním kroku. Nezapomeňte, že záporná hodnota zmenší vzdálenost mezi tryskou a podložkou, což způsobí, že vrstva bude více přimáčknutá. Kladná hodnota zvýší vzdálenost trysky a vyhřívané podložky, což zacelí "jizvy" na první vrstvě.
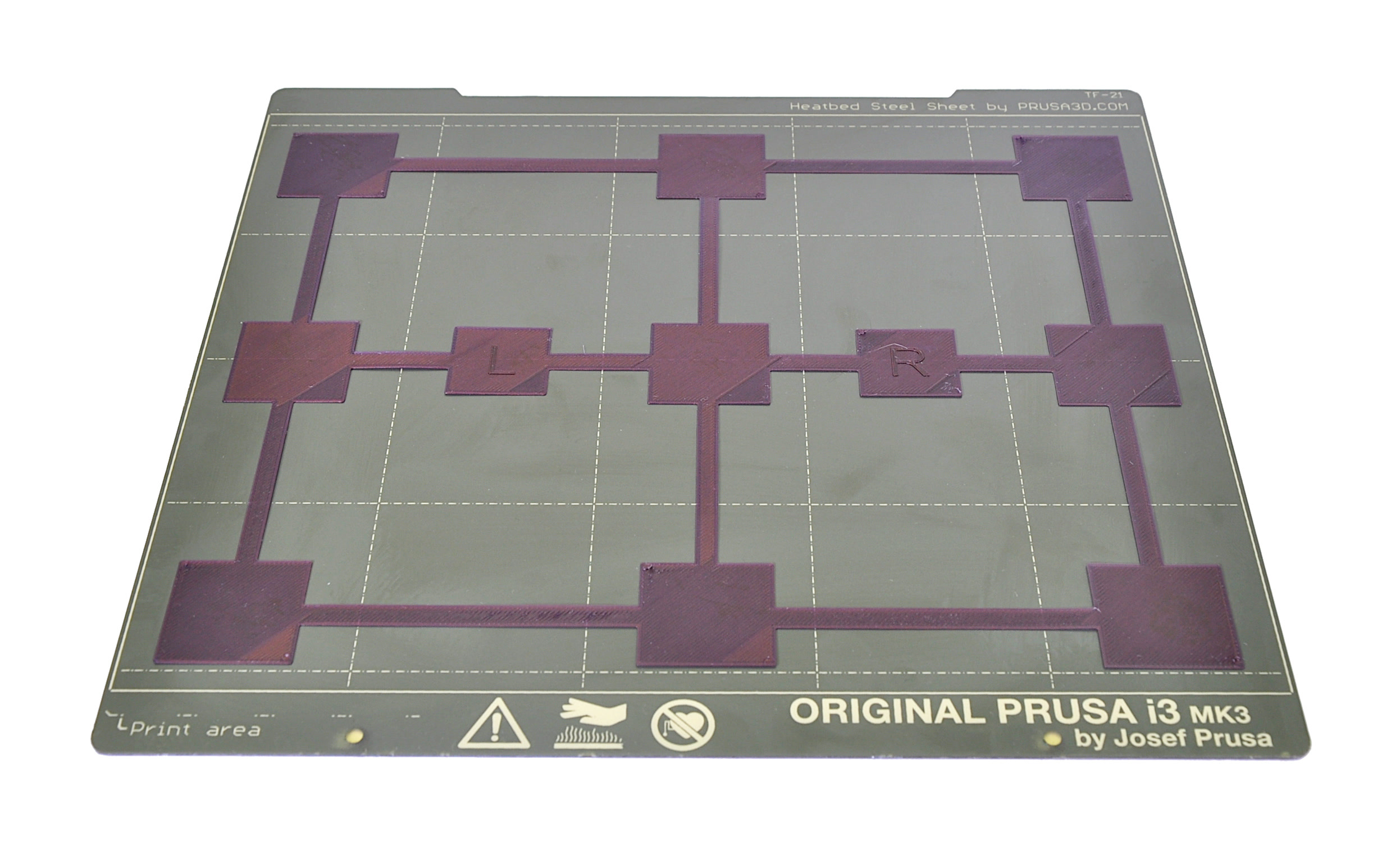
- Opakujte kroky 3 až 6, dokud nebudete s výsledkem spokojeni (foto níže pro představu).
Například, řekněme, že vaše hodnota Doladění osy Z je -1.000 a vrstva je příliš přimáčknutá vzadu a napravo naopak vidíte mezery mezi řádky.
- Vzadu: musíte zadat kladnou hodnotu (nakonec to bude například 25), aby byla vrstva méně přimáčknutá
- Vpravo: musíte zadat zápornou hodnotu (nakonec bude třeba -10), aby byla vrstva více přimáčknutá/celistvá