Objektausrichtung ist beim (M)SLA-Druck entscheidend. Sie hat einen großen Einfluss auf die resultierende Druckqualität und im Falle des SL1, der die gesamte Schicht auf einmal aushärtet, steuert sie direkt die Druckzeit.
Sie haben vielleicht bemerkt, dass SLA-Ausdrucke oft in einem 45-Grad-Winkel platziert werden. Dafür gibt es mehrere Gründe:
- Große ebene horizontale Flächen erfordern viel Kraft, um sich beim Aushärten der Schicht vom Tankboden zu lösen (sie würden mehr Stützen benötigen)
- Gekippte Objekte decken einen größeren Bereich ab, so dass die Stützen unter diesen Objekten gleichmäßiger verteilt sind
- Besseres Anti-Aliasing
Die Objekte allmählich unter einem Winkel wachsen zu lassen, ist in der Regel die sicherste Methode, um gut aussehende Drucke zu erzielen. Dennoch können einige Objekte direkt auf der Druckplattform platziert werden, um bessere Ergebnisse zu erzielen.
In den meisten Fällen hat das Objekt mehr als nur eine korrekte Ausrichtung. Dies geschieht in der Regel bei Schmuck oder verschiedenen Statuen. Als Faustregel gilt hier, dass man versuchen sollte, das Objekt so zu drehen, dass die Anzahl der Stellen, an denen das Objekt in der Luft beginnen würde, minimiert wird. Wir nennen diese Punkte Inseln. Diese Bereiche können nicht ohne Stützen gedruckt werden - und da es im Allgemeinen besser ist, Stützen zu vermeiden, sollten Sie immer versuchen, eine bessere Orientierung zu finden.
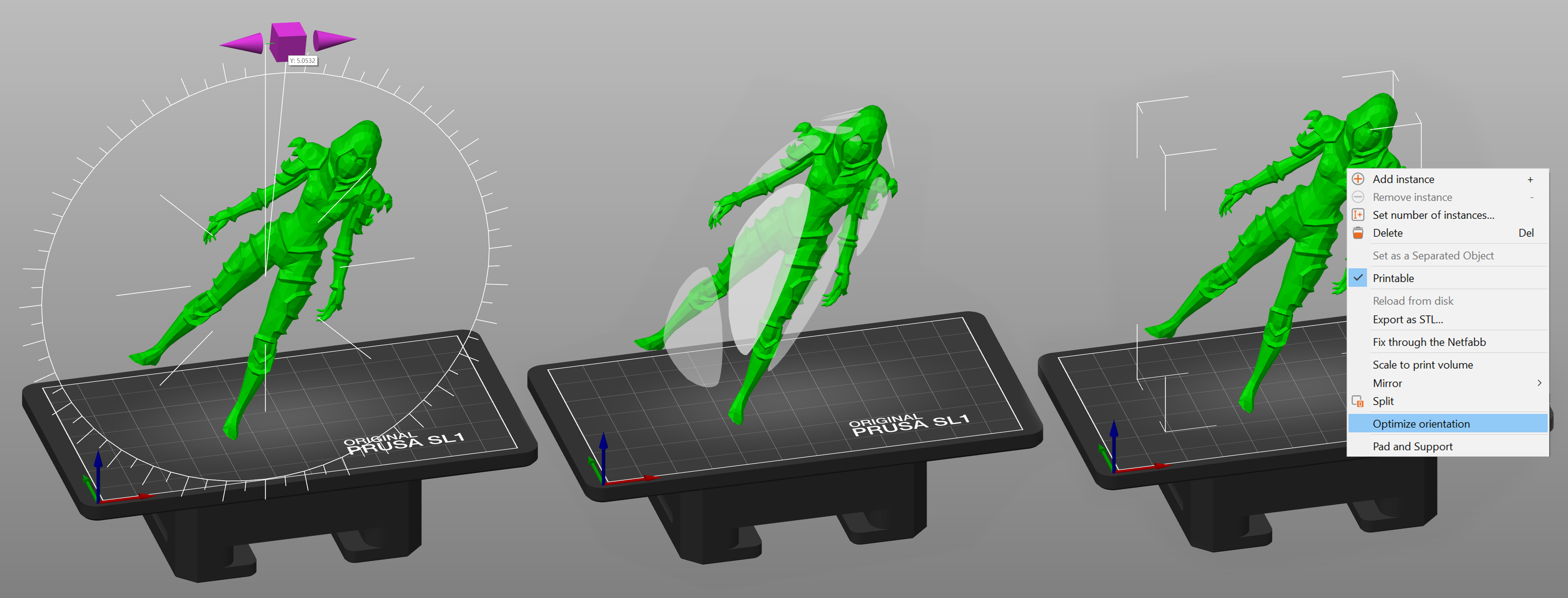
Sie haben 3 Werkzeuge zur Verfügung, um die Orientierung von Objekten zu ändern:
- Drehen Werkzeug (R)
- Auf Fläche legen Werkzeug (F)
- Optimierung der Orientierung
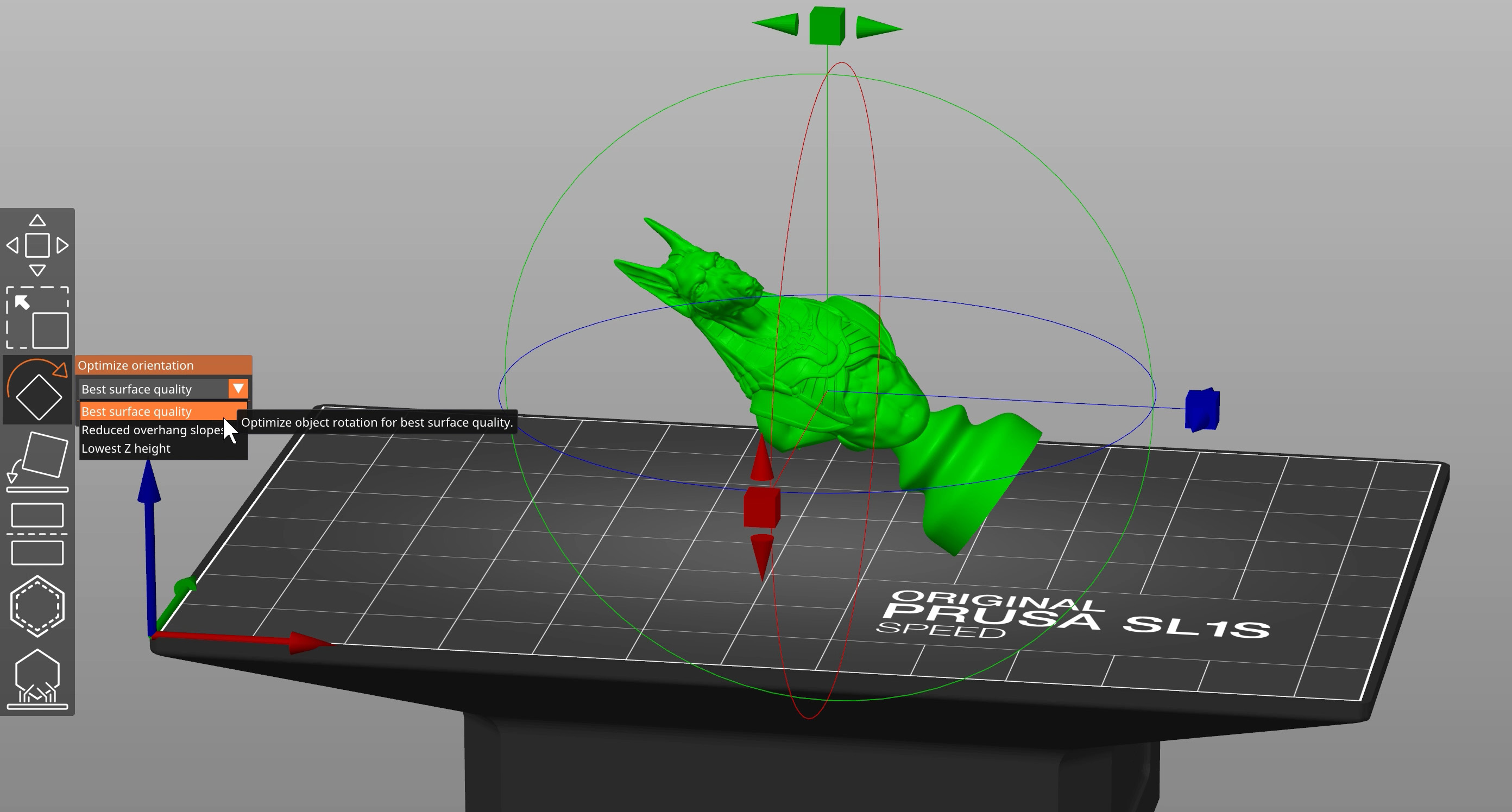
Wenn Sie ein Modell ausgewählt haben und das Werkzeug Drehen verwenden, können Sie aus 3 verschiedenen Algorithmen für die automatische Ausrichtung wählen:
- Beste Oberflächenqualität
- Reduzierte Überhangschrägen (minimale Stützen)
- Niedrigste Z-Höhe (niedrigste Druckzeit)
Druckzeiten des SL1 und des SL1S Speed werden durch eine einfache Multiplikation definiert: die Anzahl der Schichten × (Belichtungszeit + Kippzeit). Unabhängig davon, wie viele (und wie komplexe) Objekte sich auf der Druckplattform befinden, sind die Belichtungszeiten über den gesamten Druck konstant - mit Ausnahme der ersten zehn Schichten, die etwas länger dauern.
Mit anderen Worten, das Drucken eines hohen Objekts nimmt weniger Zeit in Anspruch, wenn Sie es flach auf die Druckplattform legen. Zeitlich spielt es keine Rolle, ob Sie ein einzelnes Objekt auf die Plattform legen - oder ein Dutzend. Die Druckzeit wird immer die Anzahl der Schichten multipliziert mit der Belichtungszeit einer einzelnen Schicht sein.