El propósito principal del relleno es proporcionar soporte interno para las capas superiores, que de otro modo tendrían que tender un puente sobre el espacio vacío. El relleno también afecta la velocidad de impresión, la resistencia estructural, el consumo de filamentos e incluso el aspecto del objeto impreso.
Densidad de relleno
La mayoría de los modelos se pueden imprimir con un 10-15% de relleno. Si la parte superior del modelo se cierra gradualmente, se puede imprimir en hueco (0% de relleno), aunque generalmente no lo recomendamos. Si necesitas que el modelo sea más pesado, deseas más resistencia a la compresión o mayor rigidez, puedes aumentar el relleno. Rara vez necesitarás un relleno superior al 30%. Finalmente, puedes imprimir el modelo con un 100% de relleno y el patrón de relleno se verá obligado a rectilíneo. Tenga en cuenta que el 100% de relleno puede tener un impacto negativo en el aspecto del objeto impreso.
La fuerza de un modelo se define principalmente por el número de perímetros (no de relleno). Si deseas tener una impresión más fuerte, aumenta el número de perímetros. Dicho esto, el relleno ayuda con la resistencia a la compresión.
Patrón de relleno
PrusaSlicer ofrece muchos patrones de relleno para elegir - echa un vistazo a la <Página de documentación del patrón de relleno.
Longitud del anclaje de relleno
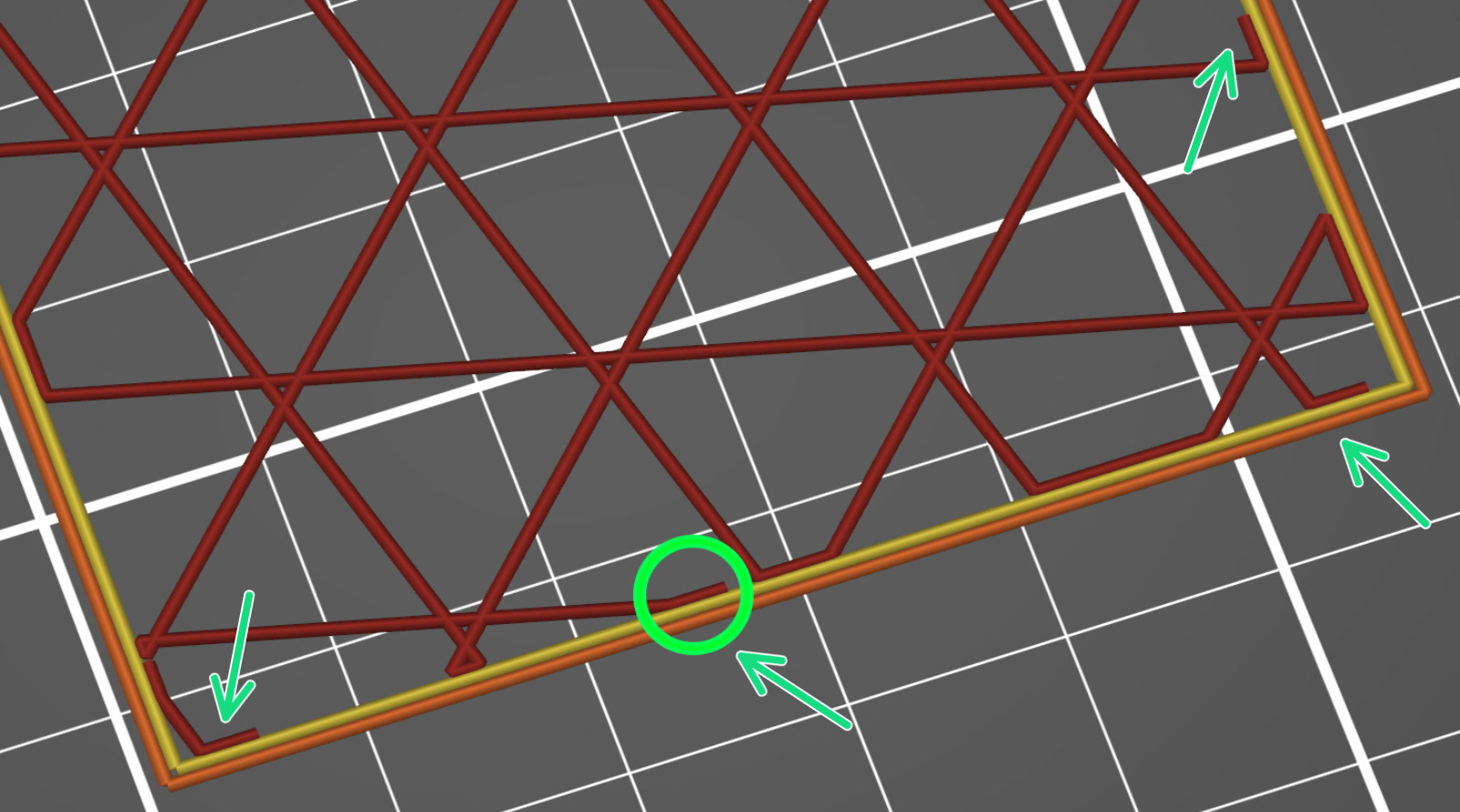
El relleno suele estar conectado a los perímetros con un llamado ancla, que es una línea corta de otro perímetro (interior) que se convierte en una línea de relleno. Esto hace que el relleno sea más resistente y es requerido por algunos materiales (concretamente el PETG) para estabilizar el flujo de extrusión al comienzo de una línea de relleno.
El valor de la longitud del ancla de relleno establece cuántos milímetros de esta ancla conectarán el relleno y los perímetros. Si establece este valor en 0, el relleno se imprimirá independientemente en los perímetros. Establezca un valor más alto para imprimir el ancla que continuará como el propio relleno.
Si se expresa en porcentaje (15%) se calculará sobre el ancho de la extrusión del relleno.
Longitud máxima del anclaje de relleno
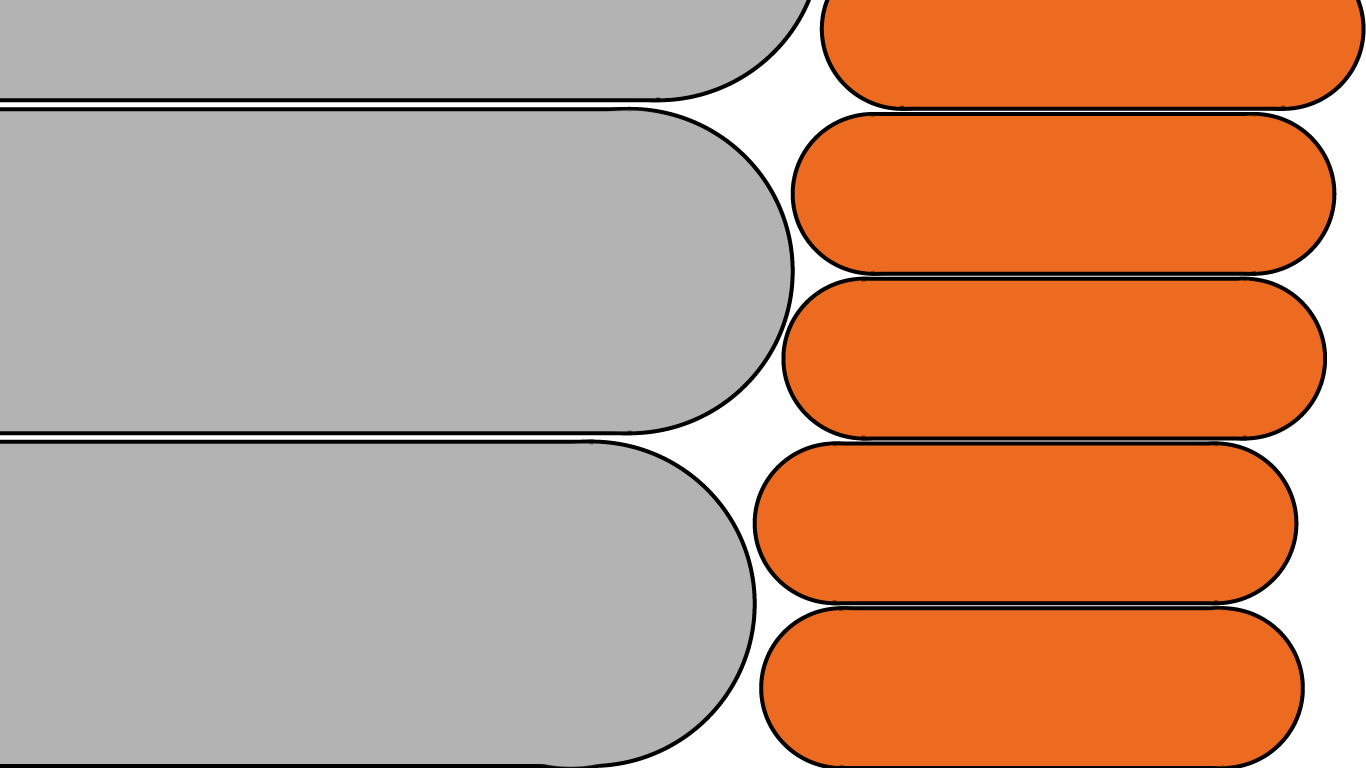
Este valor establece la longitud máxima del anclaje de relleno que conecta el relleno con los perímetros.
Establece este parámetro en 0 para desactivar completamente el anclaje.
Patrón de relleno superior
Puedes elegir un patrón de relleno personalizado que solo afecta a la capa superior visible, no a las capas sólidas adyacentes a continuación.
Patrón de relleno inferior
Puedes elegir un patrón de relleno personalizado que solo afecte a la capa inferior visible, no a las capas sólidas adyacentes de arriba.
Combinar relleno cada X capas
Se utilizarán diferentes alturas de capa para el relleno y para los perímetros con el fin de acelerar la impresión sin sacrificar la calidad de impresión.
Ejemplo: Combinar relleno cada 3 capas, altura de capa 0,1 mm, relleno se imprimirá a 0,3 mm altura de la capa.
Relleno sólido cada X capas
Esta función te permite forzar una capa sólida después de cada número de capas dado. Esto puede ser útil para aumentar la resistencia de la pieza impresa, sin embargo, se prefieren otras opciones, como aumentar el número de perímetros o el porcentaje de relleno. Otra aplicación sería crear celdas internas separadas para aumentar el aislamiento térmico.
Establecer en 0 para inhabilitar.
Ángulo de relleno
Ángulo predeterminado para la orientación del relleno. Se aplicará rayado cruzado a algunos patrones de relleno.
Área de umbral de relleno sólido
Forzar relleno sólido para regiones que tienen un área más pequeña que el umbral especificado.
Establecer en 0 para inhabilitar.
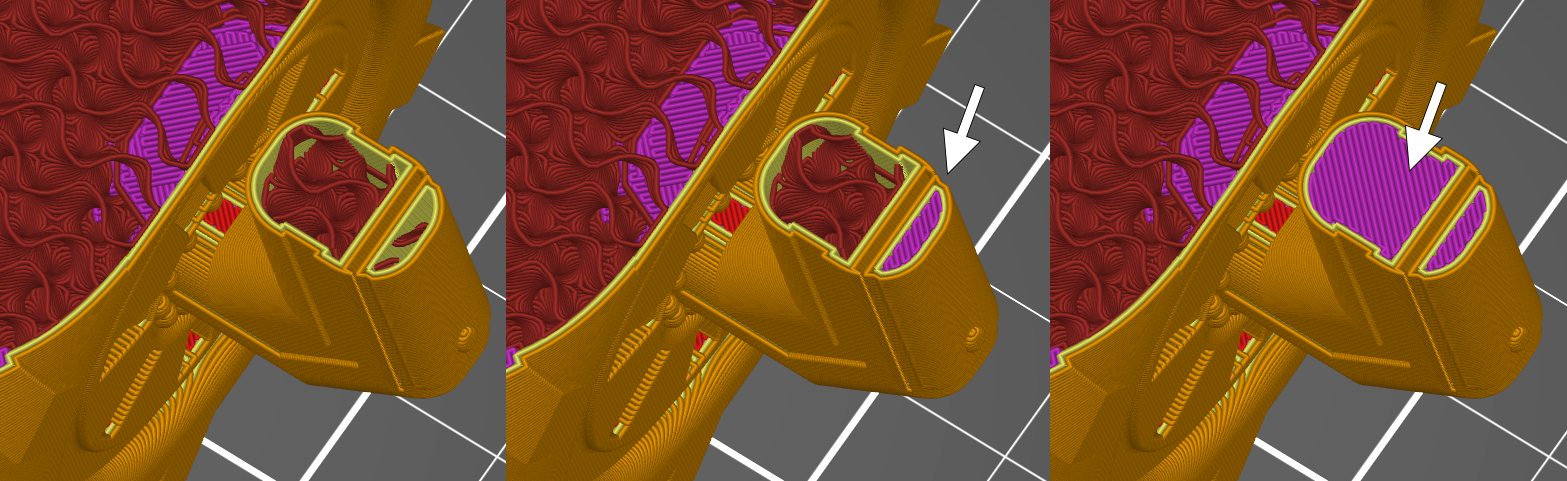 Umbral de relleno sólido 0 (izquierda), 15 (medio), 100 (derecha)
Umbral de relleno sólido 0 (izquierda), 15 (medio), 100 (derecha)