Le broyage du filament, qui s'accompagne d'un bruit de "cliquetis" ou de "grincement" provenant de l'extrudeur, se produit généralement lorsque les engrenages de l'extrudeur sont incapables de pousser le filament plus loin vers la buse. Au fil du temps, les engrenages broient le filament, jusqu'à ce qu'ils ne puissent plus l'attraper.
Le son de clic signifie que le moteur pas à pas doit soudainement exercer plus de force qu'un seuil prédéfini spécifique et qu'il saute en arrière d'un ou plusieurs pas (sauts) pour soulager la pression. Il peut s'agir d'un problème mécanique, électrique, logiciel, d'une hotend bloquée/bouchée ou d'une combinaison de cela.
Causes possibles
Découpage
Découpez à nouveau le modèle à l'aide de la dernière version de PrusaSlicer et de ses préréglages de filament. Vérifiez également si le modèle 3D n'est pas corrompu ou incomplet.
Essayez d'augmenter la température de la hotend (Réglages du filament -> Filament -> Température °C) de 5 - 15 °C Il est important de s'assurer que la température est correcte pour le filament imprimé. Vous pouvez consulter notre Table des Matériaux étendue pour confirmer vos paramètres.
Calibration de la première couche
Une calibration de la première couche trop proche peut éventuellement entraîner une hotend obstruée. Assurez-vous qu'elle a été correctement réalisée, comme indiqué dans Calibration de la première couche (i3) et Calibration de la première couche (MINI/MIN+).
Tension de la roue libre
Assurez-vous que la roue libre de votre extrudeur est correctement serrée. Si les vis de la roue libre de l'extrudeur sont trop serrées, les engrenages ne pousseront pas correctement le filament. Essayez de desserrer (ou de serrer) la (les) vis de la roue libre de l'extrudeur (avec le ressort). Leur tension doit être précise (ni trop serrée ni trop lâche). Veuillez consulter Tension de la vis de la roue libre pour savoir comment cela devrait être sur votre imprimante.
Alignement des engrenages d'entraînement
Vérifiez l'alignement des deux engrenages de l'extrudeur. Les deux doivent être alignés avec l'ouverture au-dessus et avec le tube en PTFE en dessous afin qu'ils puissent correctement alimenter le filament dans la hotend. Assurez-vous que l'engrenage sur l'arbre du moteur de l'extrudeur est serré par sa vis sans tête contre la partie plate de l'axe du moteur.
Veuillez consulter Vérification/réalignement de l'entraînement Bondtech (MK3.5/S, MK3S/+, MK2.5S) pour plus d'informations concernant les MK2.5/S et MK3/S/+ ou cet article pour l'Original Prusa MINI/MINI+.
Engrenages de l'extrudeur sales
- Assurez-vous que les engrenages de votre extrudeur sont exempts de restes de plastique. Vous pouvez nettoyer le plastique avec un coin pointu des pinces ou avec une pointe solide.
- Assurez-vous que les engrenages tournent librement
- Vérifiez si l'engrenage du moteur est aligné et serré avec la vis sans tête contre la partie plate de l'axe du moteur
Veuillez consulter Vérification/réalignement de l'entraînement Bondtech (MK3.5/S, MK3S/+, MK2.5S) pour plus d'informations concernant les MK2.5/S et MK3/S/+ ou cet article pour l'Original Prusa MINI/MINI+.
Tube PTFE bloqué
Tout en vérifiant les engrenages de l'extrudeur, regardez également le tube en PTFE et assurez-vous qu'il n'y a pas de débris qui empêcheraient le filament d'être chargé correctement. Pour inspecter le tube PTFE, ouvrez la porte de la roue libre de l'extrudeur. Pour plus d'informations, veuillez consulter Retrait manuel du filament de l'extrudeur.
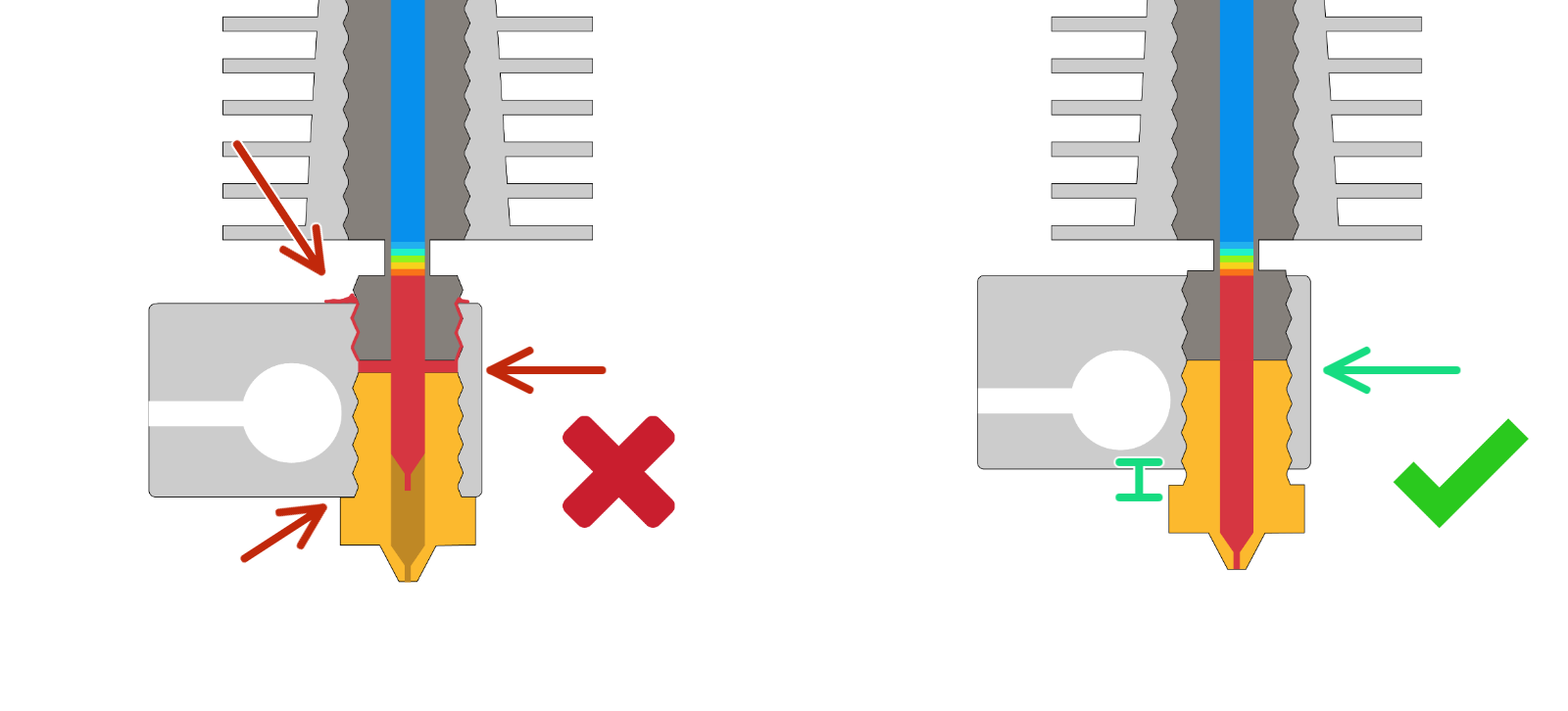
Assemblage de la hotend
Vérifiez si la buse est correctement assembléedans le bloc de chauffe :
- regardez si le bloc de chauffe et la buse ne sont pas tordus.
- Y a-t-il un espace de 0,5 mm (0,02 pouce) entre la tête de buse et le bloc de chauffe comme il se doit ?
Hotend bouchée
Veuillez suivre cet article pour nettoyer votre hotend, car la hotend peut être bouchée. Si vous ne parvenez pas à nettoyer le bouchon, vous devrez sortir la hotend de l'extrudeur, la démonter complètement, la nettoyer soigneusement et appliquer de la pâte thermique supplémentaire sur la barrière thermique avant de réassembler la hotend.