Colour bleeding

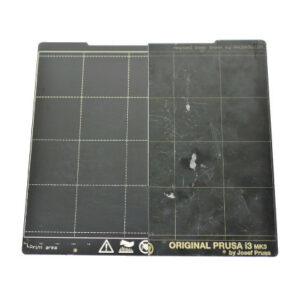
これは最も一般的な3Dプリントの問題であり、おそらく最初に遭遇する問題でもあるでしょう。ファーストレイヤーの形成は最も重要です。なぜなら、それがプリントされたオブジェクトの基礎となるからです。したがって、これが完璧でない場合、プリント失敗の可能性が高くなります。多くの一般的な3Dプリントの問題は、最初のレイヤー形成が悪いことに起因しています。いくつかの問題が発生する可能性があるので、これらの問題を回避するために何ができるか確認していきましょう。 最適なプリント品質を達成し、失敗したプリントの可能性を最小限に抑えるために、プリントシート表面は定期的にメンテナンスする必要があります。簡単な手順なの ...

プリントのレイヤーでフィラメントが欠けている場合、下から押し出し具合を確認することができます。押し出し不足のレイヤーを持つ印刷物は壊れやすく、バラバラになる傾向があります。押し出し不足の原因はいくつか考えられますが、最近プリンタを変更した (あるいは長期間メンテナンスをしていない) 場合は、そこに原因がある可能性があります。 Example of severe under extrusion (left cube) and a normal print (right cube). 押出不足の一般的な要因は: 1層目キャリブレーションが近すぎる Slicer 設定 ノズル Extruder g ...
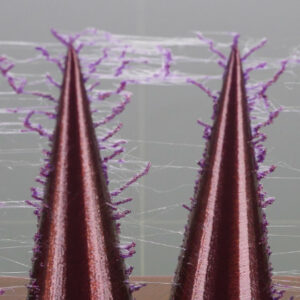
糸引きやにじみは、「ヘアリープリント」とも呼ばれ、プリントしたモデルに小さな糸状のフィラメントが残ることを指します。これは通常、エクストルーダーが別のオブジェクトに移動している間に、フィラメントがノズルから流れ続けたときに起こります。これは、オブジェクトの間に残されたフィラメントの線として見ることができます。 この問題は、プリント温度が非常に高い場合や、不適切なリトラクション設定を使用した場合に発生します。PrusaSlicerの設定をいくつか変更し、ハードウェアもチェックすることで解決します。 ノズルに残った材料による糸引き PETGなどの単一種類のフィラメントで長時間プリン ...

3DBenchy は、CreativeToolsが3Dプリンタのテストとベンチマーク用に特別に設計した3Dモデルです。完璧なBenchyをプリントする方法は誰もが知りたいことであり、そのためのテクニックが追究されています。このモデルの発表以来、プリントには程度の差こそあれ、ある特定の問題が発生するようです。それこそが、悪名高い、Benchy hull line(船体の線)です。 安価なものから高価なものまで、市場にあるすべてのFFFプリンタのプリントで見ることができます。スライスソフトの種類に関係なく確認できます。どのような材料でプリントしても確認できます。2015年のBenchy リリース動 ...

レイヤーシフトは、プリントされたオブジェクトの層が意図した位置からずれてしますプリント中に起きる問題です。通常、X軸やY軸の異常な動きに関連し、プリント中にエクストルーダーヘッドが位置ずれを起こします。 問題を正しくトラブルシューティングするためには、どの軸でレイヤーがシフトしたかを認識することが重要です。以下の3枚の写真は、3種類の異なるレイヤーシフトを示しています。トラブルシューティングは両軸で同じです。 レイヤーシフトの最も一般的な原因は、ベルトの張力が不適切であるか、プーリーが固定されていないことです。 Original Prusa MKシリーズ プリンターの電源モー ...

一般的には、サポートが全く必要ないようにオブジェクトを回転させてポイントを見つけるのが常に最良の選択です。しかし、複雑なオブジェクトをプリントする必要がある場合、いずれにせよサポートを多用することになります。サポート構造を取り除いた後、サポートの上の表面がプリントの残りの部分より悪く見えることに気づくかもしれません。 上の写真は、プリント設定が最適でない場合に表示されるアーティファクトです。 サポート上部の見栄えの悪い面を修正する方法 もう一度、PrusaSlicerでオブジェクトを回転させてみて、より少ないサポートで済むような良い向きを探してみてください。 また、切取りツールを使用すると、 ...

大きなオブジェクトをプリントする際、オブジェクトの角がベッドから持ち上がる問題に遭遇することがあります。これは主に、PC Blend、ASA、ABSなどの高温材料をプリントする際に発生します。通常、ノズルの溶融温度と周囲温度との急激な温度差が原因です。これが起こると、プラスチックが収縮し、反りが生じます。私たちの目標は、プリントされた部品が受ける熱衝撃を最小限に抑え、反りを軽減することです。反りが少ないほど、残留応力も少なくなり、より強固な部品が得られます。 冷えた状態のスチールシートに薄くグルースティックを塗布することで、接着を助けるだけでなく、シートの摩耗を防ぐ分離層としても機能します。 ...

ブリッジングとは、サポートを使わず、空気の上にレイヤーをプリントすることを指します。不可能なことのように聞こえるかもしれませんが、当社のMK2およびMK3プリンタでは、それほど難しいことではありません。ただし、押し出されたプラスチックをプリントファンを使って空中で冷やす必要があるため、最良の結果が得られるのは短い距離に限られることを覚えておいてください。見栄えの良いブリッジレイヤーをプリントするには、3つの重要な設定があります。PrusaSlicerの設定、速度、そして冷却です。 ブリッジングの典型的な問題は、上の写真に見られるようなたるみ、垂れ下がりです。 解決 ...
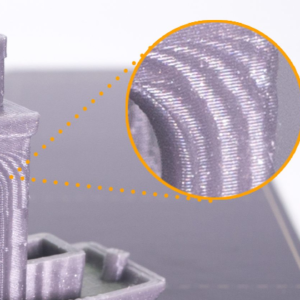
ゴースティングは、モデルの鋭いエッジの後に続くいくつかの波によって典型的に認識することができます。例えば、3DBenchyの写真では、マークされた箇所で見ることができます。 ゴースティングの解消(MK2/2.5/S and MK3/S): X軸とY軸のベルトの張りを調整します。最適なベルトのテンションを見つけるには、少し時間がかかるかもしれません。ギターの弦を弾くようにベルトを弾いてみてください。深みのある低音が聞こえるはずです。ベルトの締め付けが強いと、より高い音色を奏でます。ベルトの締め付けが弱いと、低い音になります。 また、プリンタのLCDメニューにあるBelt Statusの値を確認 ...

溶けたプラスチックからできたプリントオブジェクトは、水密性が高いと思われがちですが、そうとは限りません。見栄えを良くすることと、水密性を確保することは、必ずしも重なるわけではありません。ここで紹介するヒントは、液体の容器を作成する目的でなくても、プリントしたパーツをより頑丈にするのに役立つかもしれません。 水密性が高いことは、食品衛生上で問題がないこととイコールではありません。こちらの記事 food safe! をご覧ください。 ジオメトリ モデルの形状は当然ながら重要です。インフィルを必要とするような厚い壁は、このようなプリントを試す場合、しばしば無駄となります。凹凸ができたり、内壁と外壁の ...
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.

