To jest zaawansowana procedura kalibracji, zalecana tylko doświadczonym użytkownikom.
Ten sposób kalibracji działa tylko na firmware 3.2.0 lub nowszym and only works on the Original Prusa MK3 and MK3S, due to the Trinamic stepper drivers of the Einsy RAMBo.
Korekcja liniowa bazuje na funkcji sterowników Trinamic pozwalającej na zdefiniowanie własnego przebiegu prądu. Domyślnie w Trinamic to funkcja sinusoidalna, ale rzeczywisty przebieg może się odrobinę różnić i zależeć od rodzaju silnika krokowego. Nawet silniki tego samego typu mogą posiadać inne przebiegi prądu. Największe zniekształcenie jest zauważalne podczas przecinania punktu zerowego (lub w jego okolicy), więc oryginalna sinusoida jest modyfikowana, aby temu zapobiec.
This article addresses linear correction for the Extruder only.
Procedura kalibracji korekcji liniowej
- Wejdź w menu LCD -> Ustawienia -> Korekcja liniowa i wyłącz ją
- Pobierz i uruchom G-code kalibracyjny.
- Zauważysz ukośne linie (prążki moiré) na powierzchni wieży. Obejrzyj dokładnie wieżę i znajdź miejsce, które wygląda najlepiej.
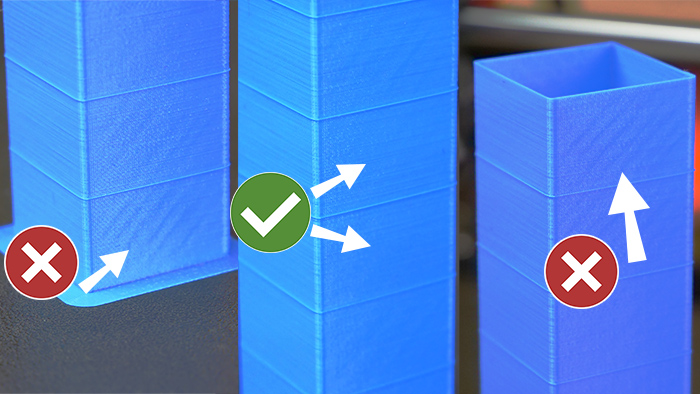
Skup się szczególnie na liniach ułożonych pod kątem 45 stopni, które przypominają zaciemnione odbicie
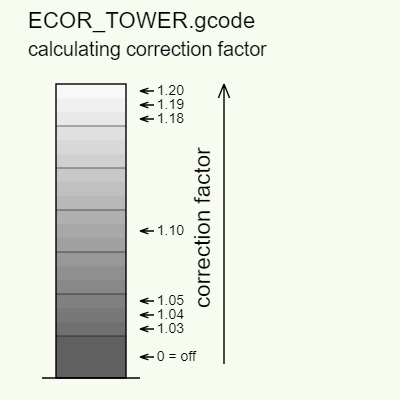
- Większość drukarek będzie wykazywać najmniejsze zniekształcenia po środku modelu w osi pionowej (wartość 1.10), ale Twój wydruk może się różnić. Zanotuj idealną wartość.
- Włącz korekcję E ponownie z menu LCD -> Ustawienia -> Korekcja E. Ustaw wartość, która wyglądała najlepiej na wydruku kalibracyjnym.
- Wydrukuj coś i sprawdź, czy prążki są nadal obecne. Jeśli tak, wróć do kroku 3.
W firmware 3.13.0 i nowszych, nastąpiła zmiana w systemie numeracji menu dla współczynnika korekcji, w zakresie od 0 do 200.
Oto jak to wygląda:
Współczynnik korekcji 1.03 jest reprezentowany w menu jako 030.
Współczynnik korekcji 1.11 jest reprezentowany w menu jako 110.
Model kalibracyjny na GitHubie ECOR_TOWER.