Ein Kaltzug ist eine Technik, die verwendet wird, um das Hotend und die Düse des Druckers von möglichen Verstopfungen wie Filament und anderen Verschmutzungen zu befreien. Es wird auch empfohlen, es als Teil der regelmäßigen Druckerwartungsroutine einzusetzen. Ein Kaltzug kann in der Regel nur verwendet werden, wenn das Filament die Düse erreichen kann. Liegt eine Verstopfung vor, kann ein Kaltzug diese höchstwahrscheinlich nicht beheben. Bitte lesen Sie stattdessen Verstopfte Düse/Hotend (MINI/MINI+).
Wir empfehlen die Verwendung von normalem PLA oder speziellen Reinigungsfilamenten für dieses Verfahren. Wenn Sie eine andere Farbe verwenden als die, mit der Sie gerade gedruckt haben, können Sie leichter erkennen, ob die Düse frei ist.
Vorgehensweise
- Entladen Sie das geladene Filament, indem Sie im LCD-Menü auf Filament -> Filament entladen -> [PLA, PETG, ABS usw.] gehen
- Verschieben Sie das Hotend auf die rechte Seite der X-Achse, um die Belastung der X-Achse während der folgenden Schritte zu verringern.
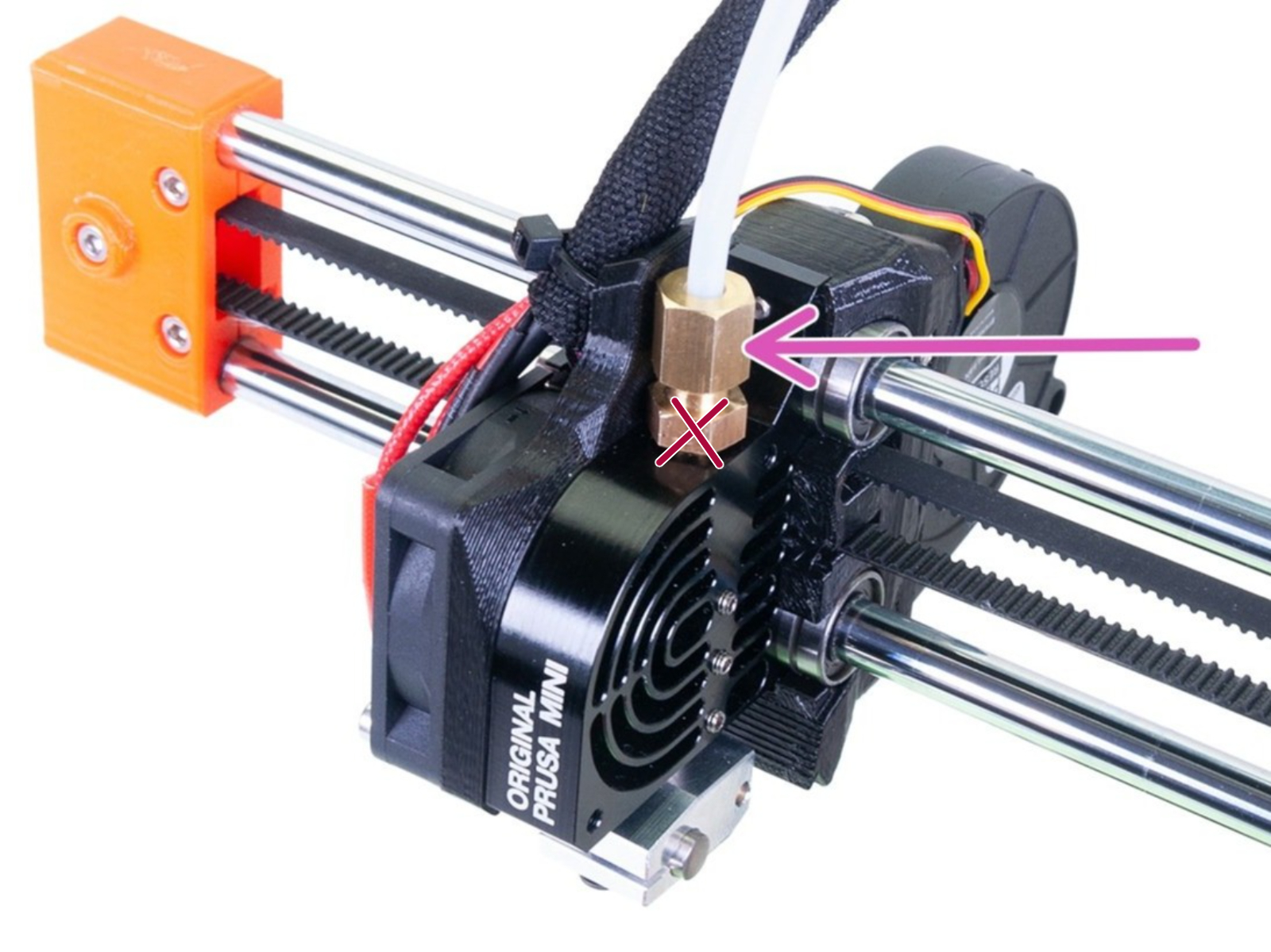
- Schrauben Sie die große Messingmutter (violetter Pfeil), die den langen PTFE-Schlauch hält, mit einem 10mm Schraubenschlüssel ab und drehen Sie sie gegen den Uhrzeigersinn. Der untere Teil des Messingfittings sollte nicht abgeschraubt und entfernt werden!
- Gehen Sie auf dem Druckerdisplay zu Einstellungen -> Temperatur -> Düse und setzen Sie den Wert auf 270 °C (oder wie für Ihr Reinigungsfilament angegeben), um mit dem Aufheizen der Düse zu beginnen.
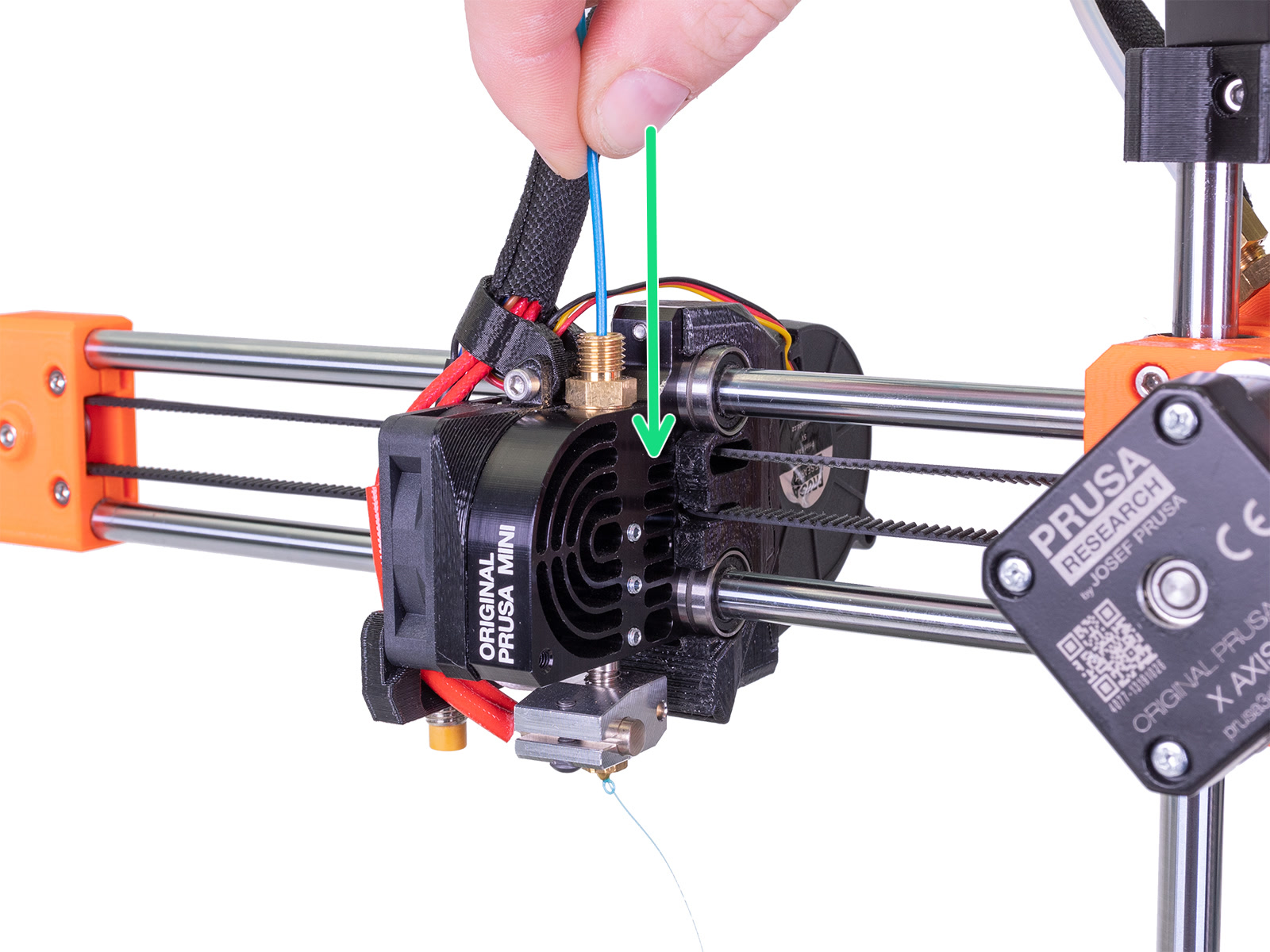
- Führen Sie das Filament von oben in die Düse ein, die in Schritt 3 freigelegt wurde. Stellen Sie sicher, dass die Spitze des Filaments abgeschnitten ist, um das Einsetzen zu erleichtern.
- Wählen Sie auf dem Display des Druckers im Menü Temperatur oder Vorheizen die Option Abkühlung aus, oder drücken Sie einfach die Reset-Taste des Druckers.
- Während das Hotend abkühlt, drücken Sie das Filament kontinuierlich nach unten, so dass es aus der Düse austritt. Tun Sie dies, bis es so weit abgekühlt ist, dass Sie es nicht mehr durchdrücken können (etwa 160 - 170 °C).
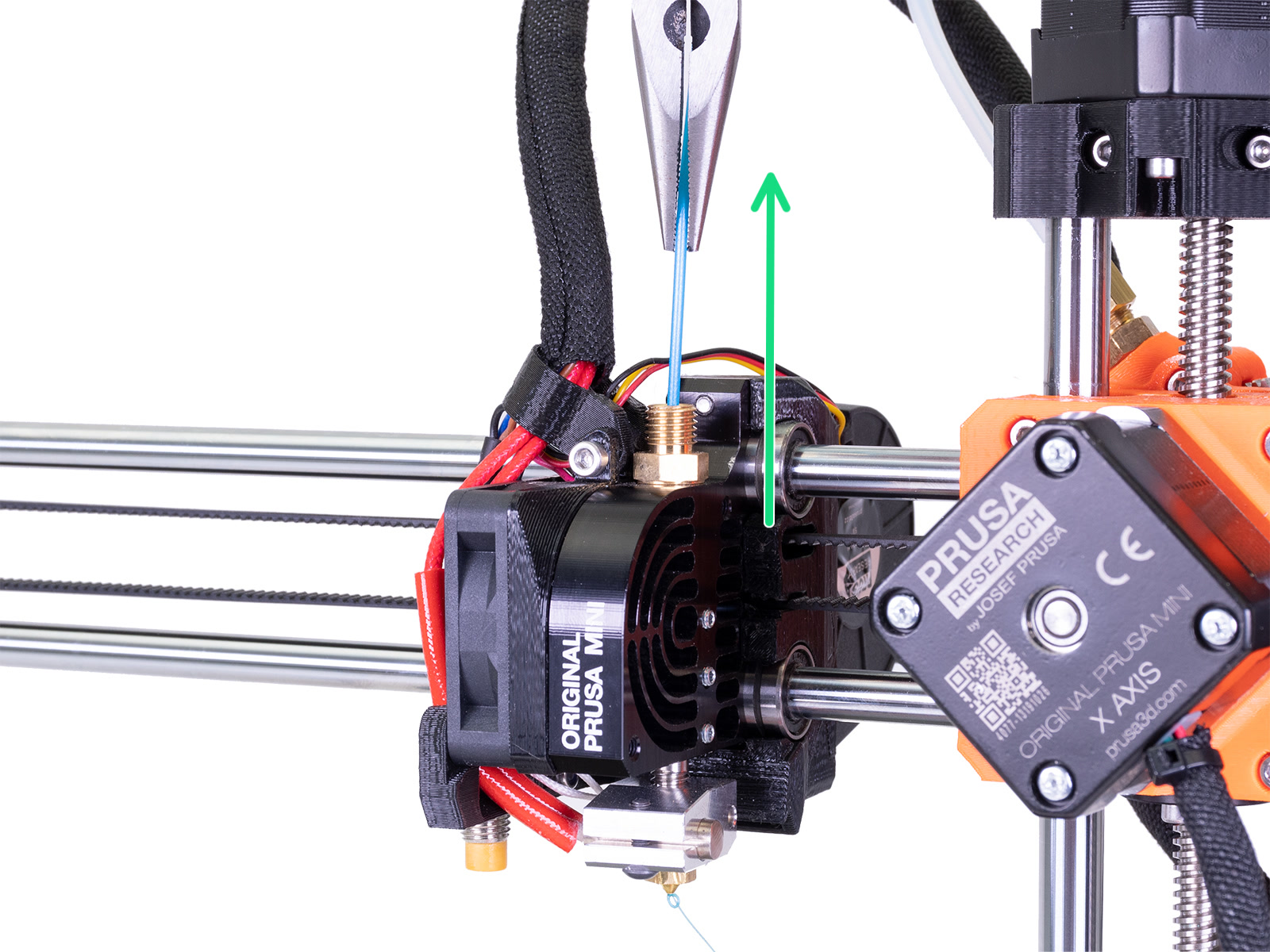
- Wenn die Temperatur nahe bei 90 °C liegt (95-90 °C), halten Sie den Arm der X-Achse, um ihn zu stützen, und ziehen Sie das Filament mit Ihren Händen oder einer Zange gerade nach oben aus dem Extruder. Ziehen Sie es fest und gleichmäßig.
- Untersuchen Sie die herausgezogene Filamentspitze, um sicherzustellen, dass sie frei von altem Filament oder Brandspuren ist. Wenn sie immer noch nicht sauber ist, wiederholen Sie den Vorgang erneut.
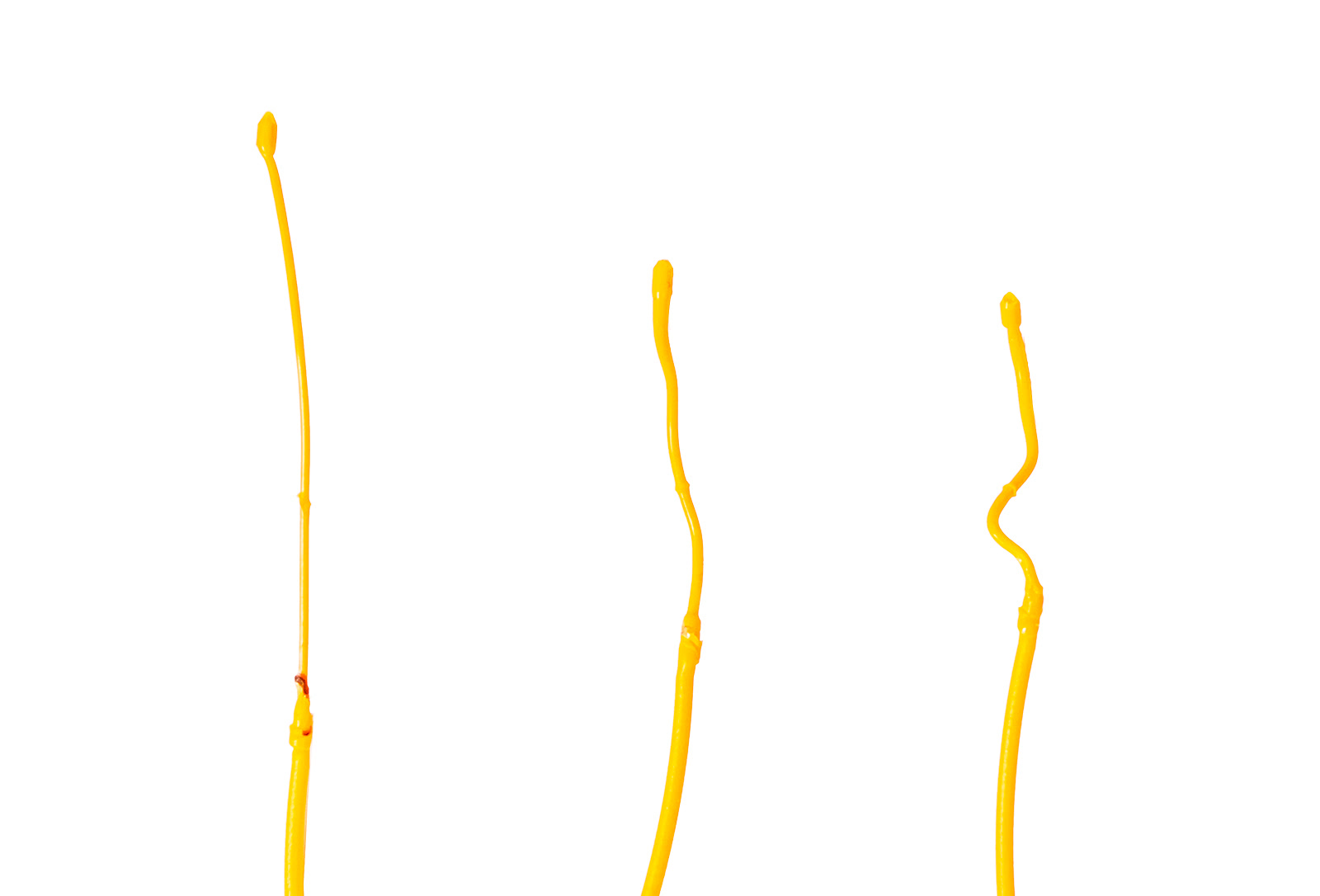
Drei Kaltzüge hintereinander, präsentiert von links nach rechts.
- Wiederholen Sie die Schritte 4 bis 8 mindestens noch einmal, um sicherzustellen, dass die Düse frei und sauber von Filamentresten ist.
- Schrauben Sie die Messingverschraubung aus Schritt 3 mit dem 10-mm-Schraubenschlüssel wieder fest. Nachdem Sie das extrudierte Filament aus dem Heizbett entfernt haben, ist der Drucker einsatzbereit.