Nachdem Sie den Bau Ihres Original Prusa MMU3 Upgrades erfolgreich abgeschlossen und die 11. Erster Druck Montageanleitung durchgearbeitet haben, sollte alles in Ordnung sein. Sollten Sie jedoch auf anhaltende Probleme stoßen, haben wir eine Checkliste zusammengestellt, was die Ursache des Problems sein könnte.
Notwendige Kalibrierungen
Bei den Hunderten von Filamentwechseln, die bei einem einzigen MMU-Druck vorkommen können, muss das System jederzeit wissen, wo sich jedes Filament befindet. Dafür gibt es zwei Sensoren, die richtig eingestellt werden müssen.
Beim MK3/S/+ und dem MK3.5 können Sie im LCD-Menü unter Support -> Sensorinfo sehen, ob sie korrekt auslösen. Jeder sollte eine "1" anzeigen, wenn Filament vorhanden ist, und eine "0", wenn es nicht vorhanden ist.
Beim MK3.9/4 können Sie den Filament-Sensor und den superFINDA-Status in der Fußzeile hinzufügen, indem Sie zu LCD-Menü -> Einstellen -> Benutzeroberfläche -> Fußzeile gehen. Sie zeigen "AUS" an, wenn kein Filament geladen ist, und "EIN", wenn das Filament geladen ist.
IR-Filament-Sensor Kalibrierung
Dies ist einer der beiden Sensoren der MMU3, der sich am Extruder des Druckers befindet.
Für den MK3S/+ und MK3.5 stellen Sie sicher, dass Ihr IR-Filament-Sensor-Mechanismus richtig kalibriert ist, bevor Sie drucken.
Wenn Sie Probleme mit dem Filament-Sensor im MK3.9/4 haben, finden Sie hier die Schritte zur Fehlerbehebung: Nextruder Filamentsensor (CORE One, MK4/S, MK3.9/S, XL).
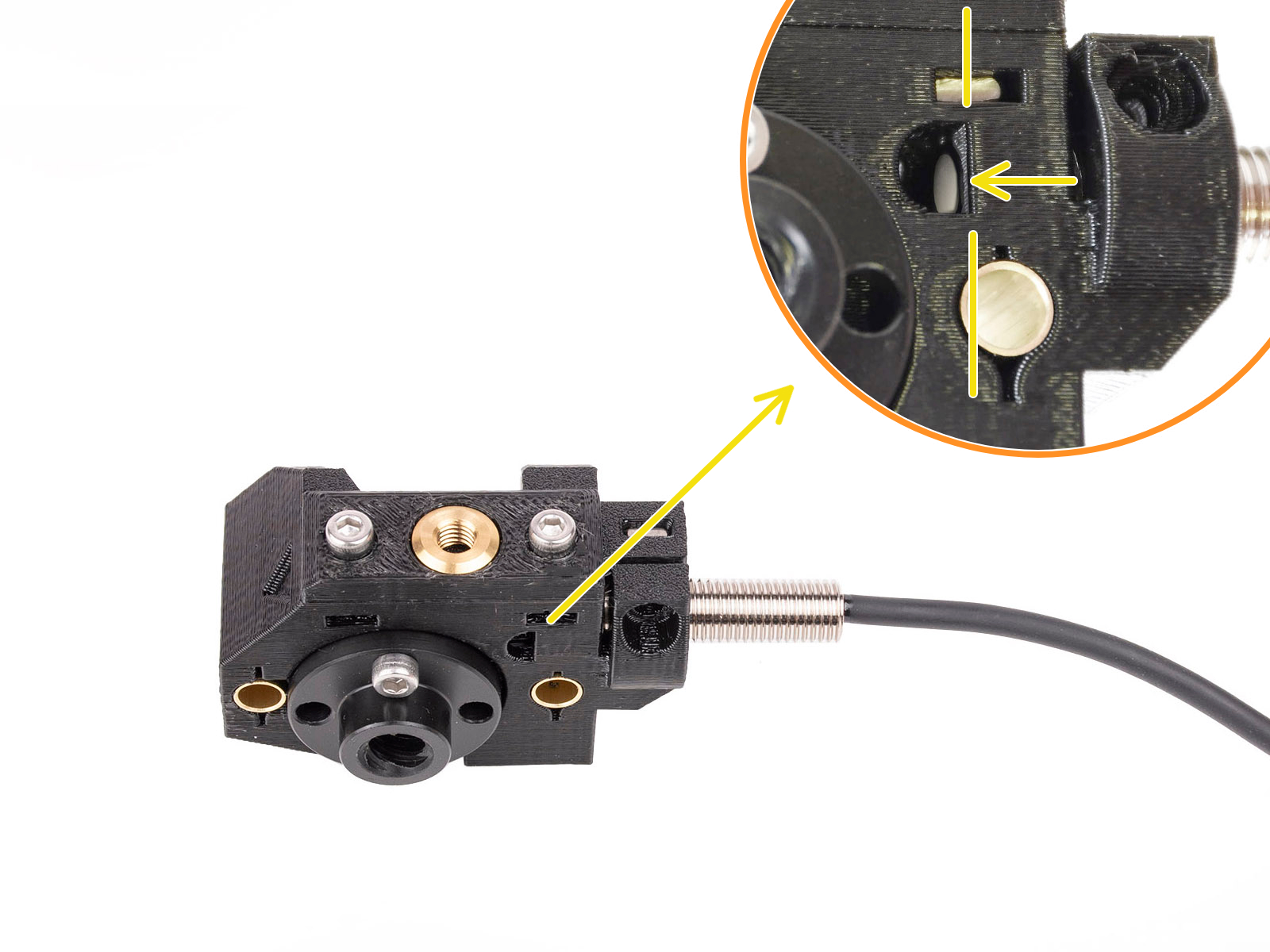
SuperFINDA Sensor-Kalibrierung
Der SuperFINDA ist der zweite Sensor auf der MMU3. Seine Position ist entscheidend für einen reibungslosen Betrieb. Sein Aufbau kann auch Ablagerungen oder Fäden vom Filamentwechsel sammeln. Stellen Sie sicher, dass die Spitze des SuperFINDA wie unten gezeigt auf die D-förmige Öffnung ausgerichtet ist.
Hardware-Konfigurationen
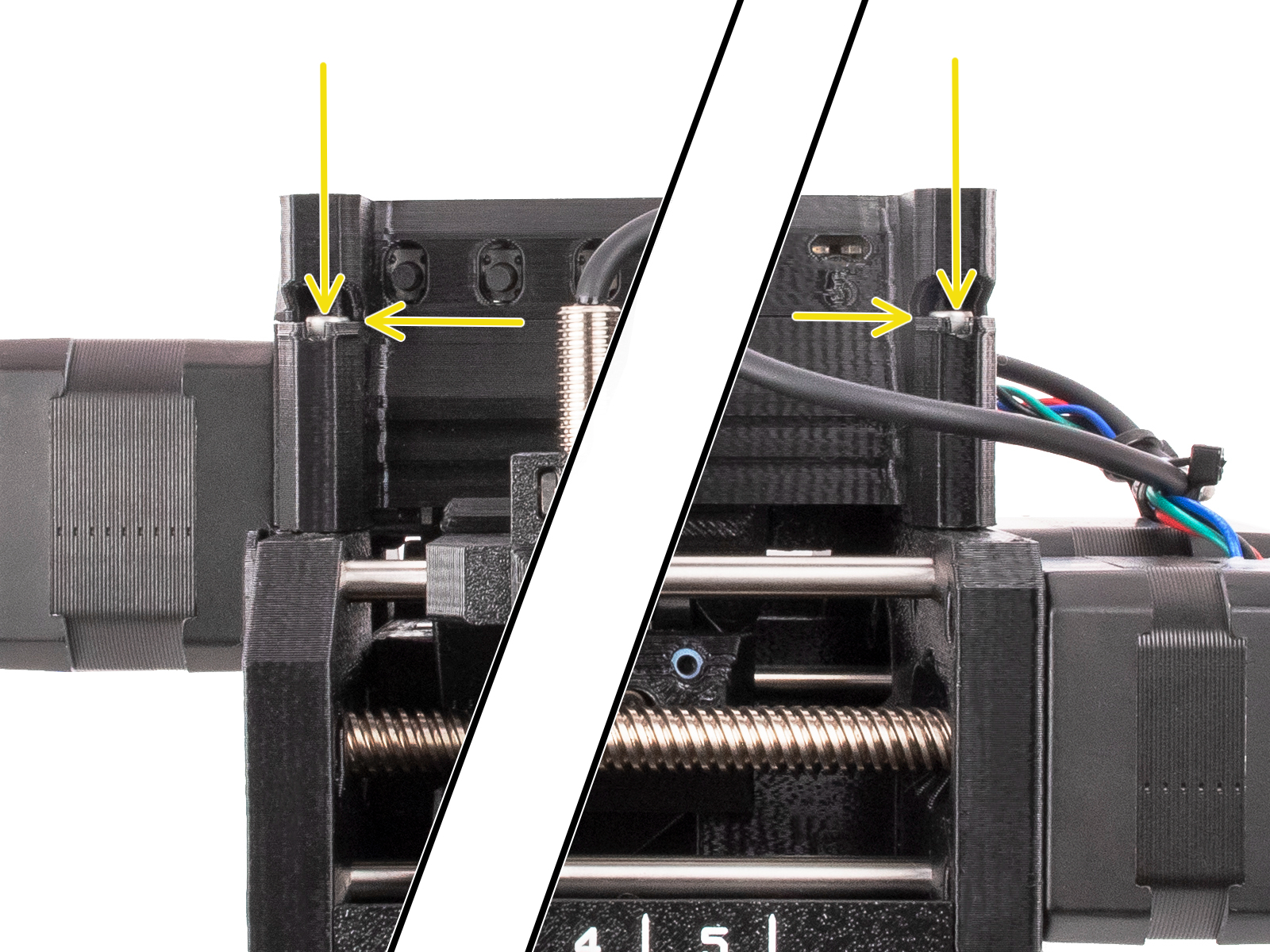
Spannung der Idler-Schrauben
Genauso wie die Extruder Spannschraube müssen auch die MMU3 Gegenstücke genau richtig angezogen werden. Wenn die Schraube zu fest angezogen ist, hat der Idler Probleme, seine Ausgangsposition zu finden und die MMU-Einheit funktioniert nicht richtig. Ein zu festes Anziehen kann auch dazu führen, dass die Rollen durch das Filament "abgewürgt" werden. Wenn die Schrauben zu locker sind, hat die MMU-Einheit möglicherweise Probleme, die Filamente richtig zu greifen. Um die perfekte Spannung zu finden, stellen Sie beide Spannschrauben der Idler so ein, dass die Oberseite des Schraubenkopfes leicht über der Oberseite des Idler-Körpers liegt.
Spulen und Pufferpositionierung
Die Spulenhalter sollten nicht zu nahe beieinander stehen. Idealerweise sollten die Spulen so positioniert werden, wie es im Handbuch beschrieben und gezeigt wird (Bild unten).

Überprüfung des Zusammenbaus
Idler-Lager
Die fünf Lager, die aus dem Idler-Zylinder herausragen, müssen sich frei auf ihren Wellen drehen. Wenn das nicht der Fall ist, können Sie die Lager jederzeit ausbauen und überprüfen, indem Sie die Welle von der gegenüberliegenden Seite aus herausdrücken, auf der sie eingesetzt sind. Verwenden Sie eine Stange oder einen Innensechskantschlüssel von mindestens 100 mm Länge.

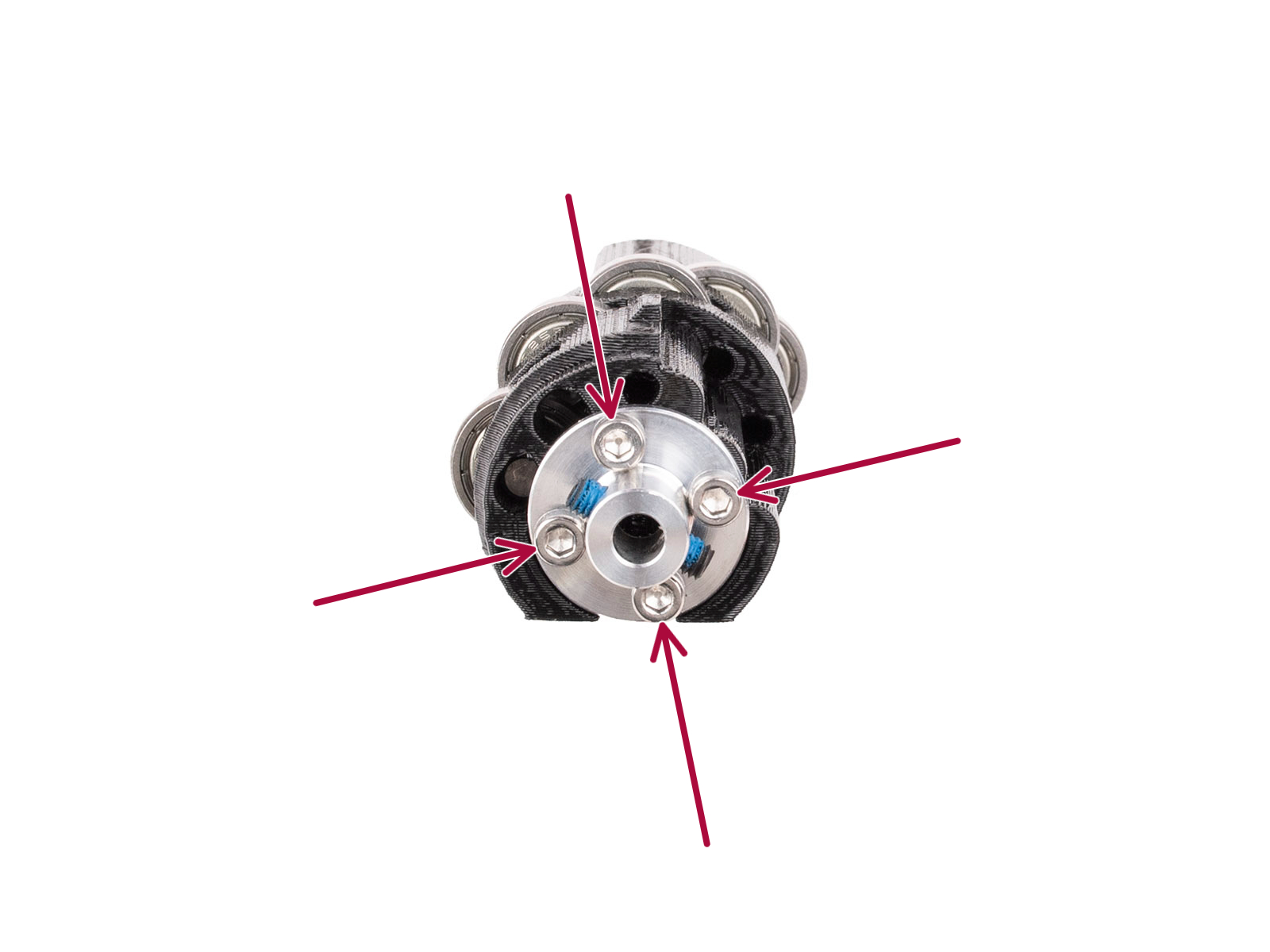
Sicherung des Idlers auf der Welle
Eine Metallkupplung verbindet das Idler und den Idler-Körper. Stellen Sie sicher, dass die vier M3x10 Schrauben gut angezogen sind. Verwenden Sie dann einen 2 mm Innensechskantschlüssel, um zu prüfen, ob die Madenschraube auf dem flachen Teil der Motorwelle fest angezogen ist. Stellen Sie danach sicher, dass sich der Idler frei dreht.
 |  |
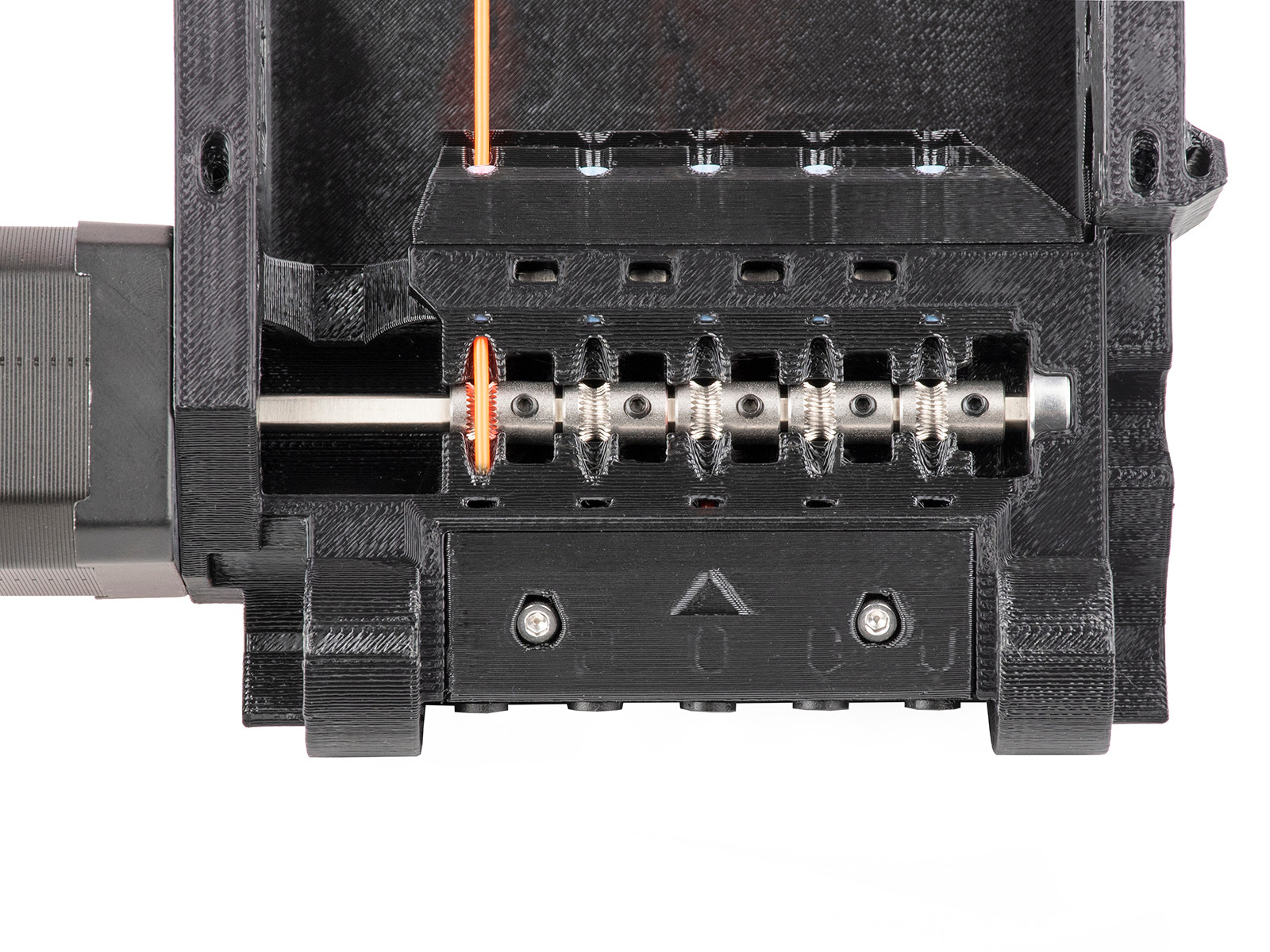
Ausrichten der Pulleys
Die Filamente werden mit Hilfe von 5 gefrästen Riemenscheiben, die auf der langen Welle des Pulley Motors montiert sind, durch die MMU3 Einheit geschoben. Die Madenschrauben müssen sein:
- Auf der linken Seite der Zähne, vom Pulley Motor weg, ausgerichtet sein.
- Perfekt mit den Filamentlöchern und dem Filament ausgerichtet, wie auf dem Foto unten gezeigt.
- Gesichert durch die kleine schwarze Madenschraube gegen die flache Seite der Pulley Motor Welle.
Schwarze Spannzangen
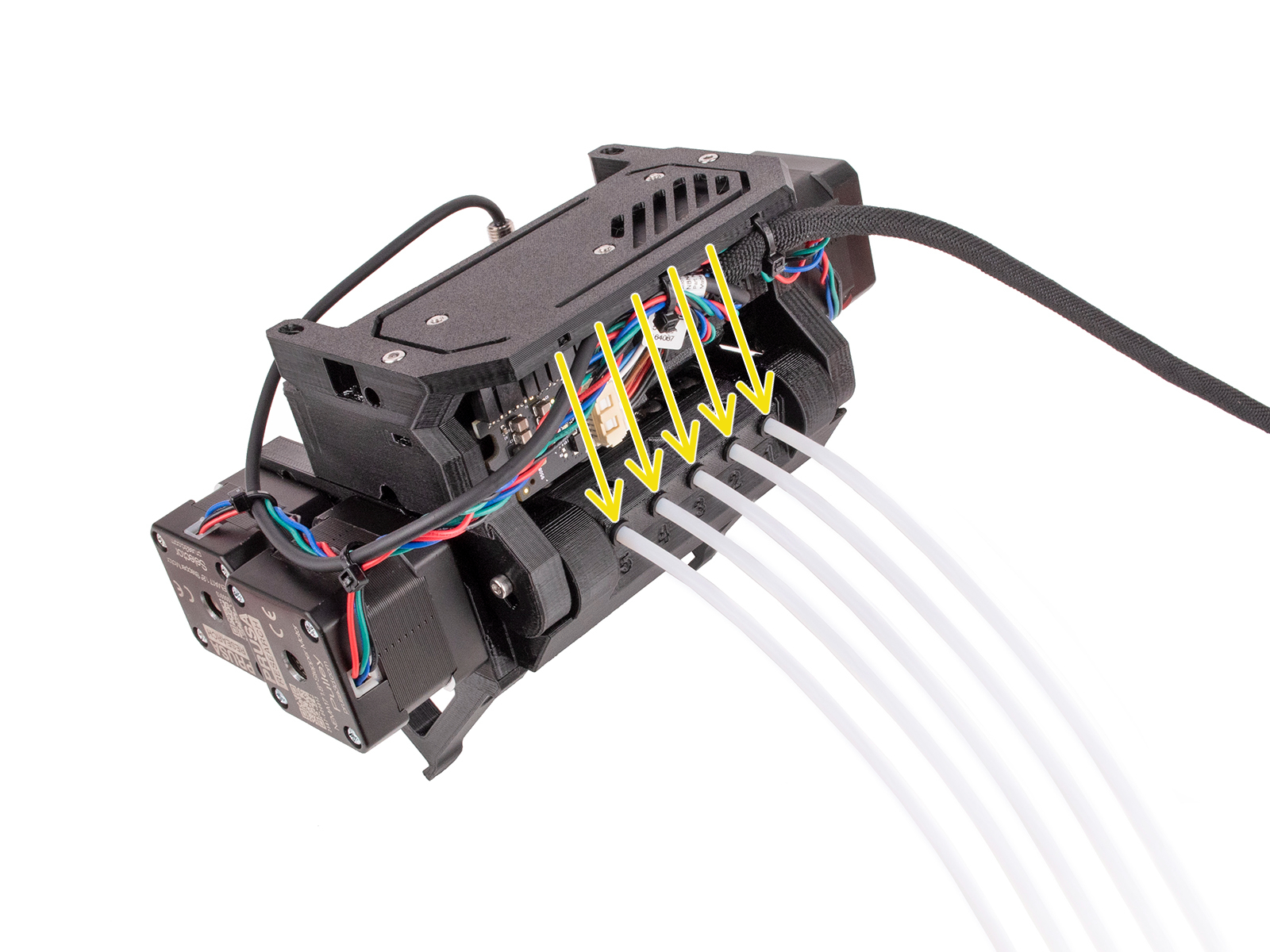
Die PTFE-Schläuche, die die Filamente in die MMU-Einheit leiten, werden von 5 Spannzangen in Position gehalten. Die Spannzangen müssen sicher befestigt sein, damit die PTFE-Schläuche beim Drucken nicht herausfallen. Denken Sie daran, dass die PTFE-Schläuche lose sind, wenn die Spannzange hineingeschoben wird, und gesichert, wenn die Spannzange zurückgezogen wird.
Kurze PTFE-Schläuche ausrichten
Nachdem das Filament von der gefrästen Rolle gegriffen wurde, wird es in einen der fünf 19 mm (0,75 Zoll) PTFE-Schläuche geschoben. Diese Röhrchen sind an einem Ende abgeschrägt, damit das ungeladene Filament etwas mehr Platz hat, denn die Spitze könnte etwas dicker sein als der Rest des Filaments. Daher muss das abgeschrägte Ende nach außen zeigen, weg von den Rollen.
Selektorklinge
Stellen Sie sicher, dass die kleine Klinge, die die Filamentfäden durchtrennen soll, mit einer M3x10-Schraube befestigt ist und dass die Klinge gut sitzt.
Einstellungen des Slicers
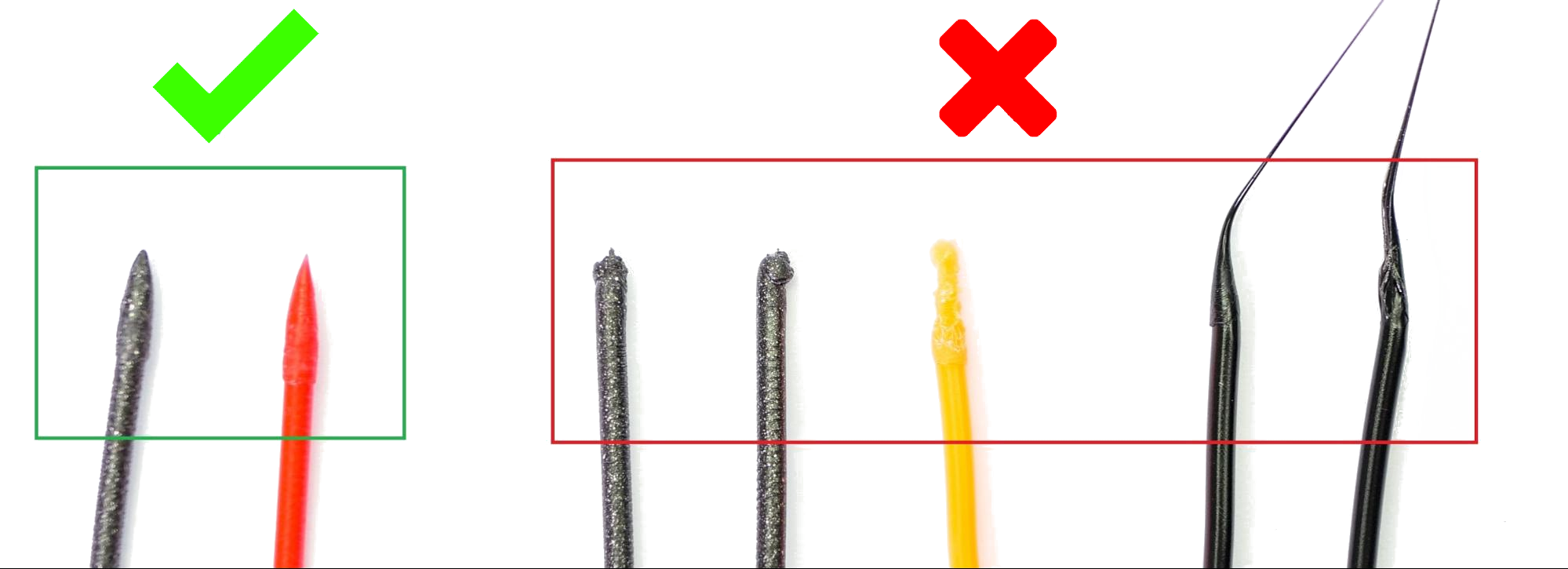
Die Form der Spitze des Filaments ist sehr wichtig für einen erfolgreichen MMU3 Druck. Die Spitze sollte spitz sein, aber ohne Klumpen oder Fäden. Der Durchmesser der Spitze kann etwas größer sein als der Rest des Filaments, aber nicht viel größer.
Versuchen Sie zunächst, die Temperatur des Hotends anzupassen (in 2°C-Schritten zu erhöhen oder zu senken), was das Problem in den meisten Fällen lösen wird. Sie können dies während des Drucks im Menü Feineinstellung oder beim Slicen des Modells tun.
Wenn das Problem weiterhin besteht, kehren Sie zu PrusaSlicer zurück und erhöhen Sie die Anzahl der Kühlvorgänge um 2 oder 3 (unter Filamenteinstellungen -> Erweitert -> Anzahl der Kühlvorgänge). Außerdem können Sie versuchen, die Entladegeschwindigkeit in Schritten von 10 mm/s unter Filamenteinstellungen -> Erweitert -> Entladegeschwindigkeit zu erhöhen.
Testdrucke
Wenn Sie sicher sind, dass alle oben erwähnten potenziellen Probleme vermieden wurden, können Sie gerne eines der MMU3 Sample Objects testen.