Bei einem Druck aus geschmolzenem Kunststoff könnte man annehmen, dass er wasserdicht ist, aber das ist nicht immer der Fall. Die Art und Weise, wie ein Gegenstand gut aussieht und was ihn wasserdicht macht, überschneidet sich nicht immer. Die hier vorgestellten Tipps könnten Ihnen jedoch helfen, Ihre gedruckten Teile robuster zu machen, auch wenn sie nicht als Behälter für Flüssigkeit dienen sollten.
Die Form des Modells ist offensichtlich von Bedeutung. Dicke Wände, die eine Füllung erfordern, sind in diesem Fall oft eine Verschwendung. Dadurch können Unregelmäßigkeiten entstehen, und in den Hohlraum zwischen Innen- und Außenwand kann es zu Leckagen kommen, wodurch eine Stelle entsteht, an der alle Arten von unangenehmem Material wachsen können.
Eine Wand sollte eben sein. Artefakte wie Vorsprünge zur Anzeige des Wasserstandes etc. können Probleme verursachen. In der Abbildung unten ist ein PLA-Druck, bei dem alles wasserdicht ist, außer durch ein kleines Noppchen für diesen Zweck.

Mehr von ihnen! Sie sollten für eine einzelne Wand mindestens 3-4 Perimeter haben. Je nach Geometrie können Sie diese auch auf 5-6 erhöhen, was aber selten notwendig ist.
Höher! Um eine korrekte Verbindung zwischen den Schichten zu gewährleisten, empfehlen wir, die Düsentemperatur mit 5-10C höher als die verfügbaren Voreinstellungen zu verwenden oder die höchste empfohlene Temperatur auf der Box des Filaments zu verwenden (Sie können auch etwa 5c darüber gehen). Einige Experimente sind erforderlich.
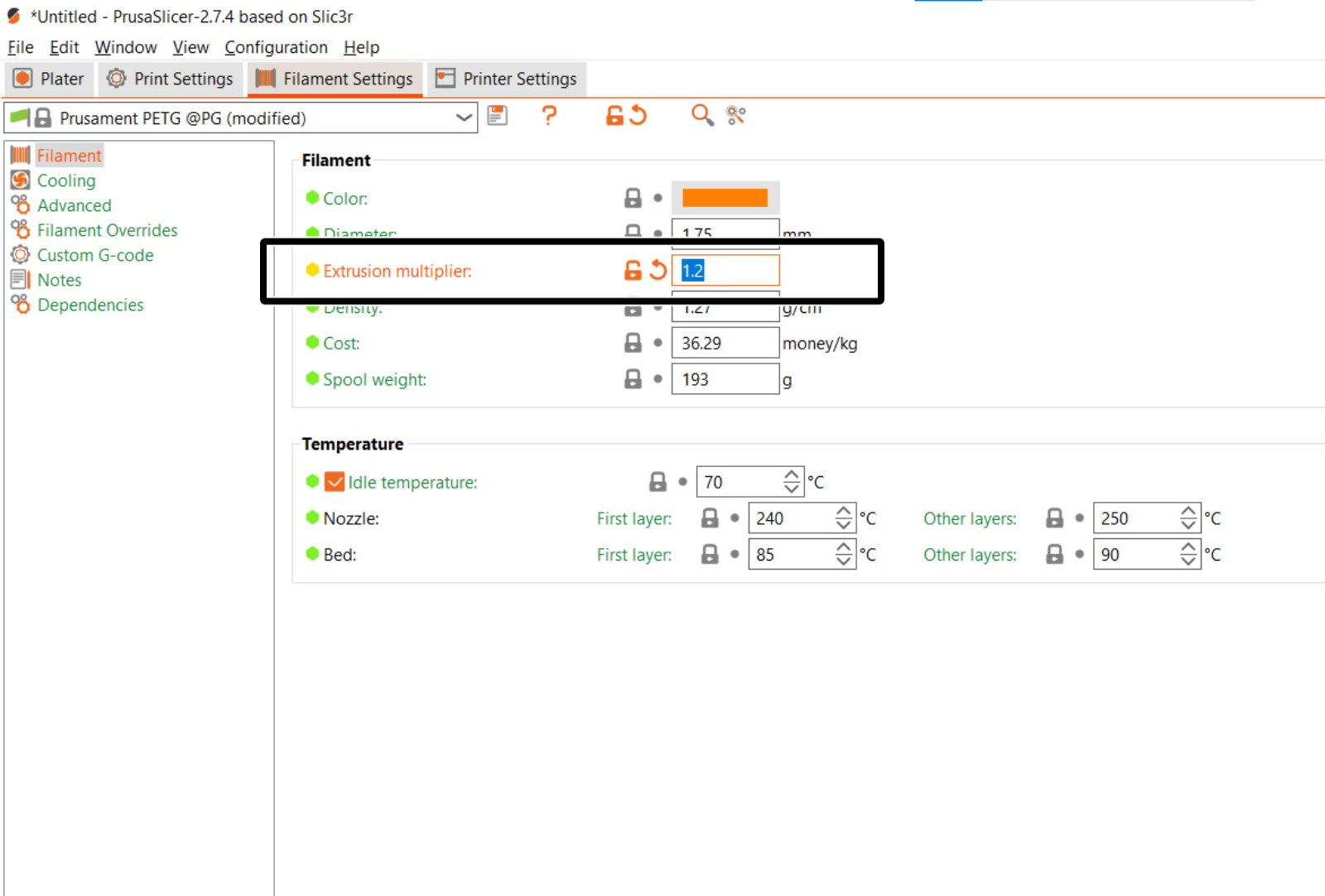
Das bezieht sich auf die Durchflussrate des Filaments und wird im PrusaSlicer unter Filament Einstellungen eingestellt. Erhöhen Sie diese um 5-10 Prozent vom Standardwert. Eine andere Möglichkeit, dies zu manipulieren, ist die Einstellung der Linienbreite um 5-10% breiter (d.h. von 0,4mm auf 0,44mm), aber dies kann andere Aspekte Ihres Drucks beeinflussen. Im Zweifelsfall können Sie experimentieren oder die einfache Option verwenden.
Sehr hohe Schichthöhen reichen einfach nicht aus, aber sehr dichte Schichten erhöhen auch die Anzahl der Stellen, an denen etwas schief gehen kann. CNC-kitchen fand heraus, dass die haltbarsten Drucke bei 0,15mm Höhe sind, aber 0,2 reicht aus. Wenn Sie schnell drucken wollen und sehr hohe Schichten (wie 0,4mm+) haben, sollten Sie eine größere Düse verwenden. Im Allgemeinen sollten Sie für beste Ergebnisse nicht mehr als 60-65% Ihrer Düsenbreite verwenden.
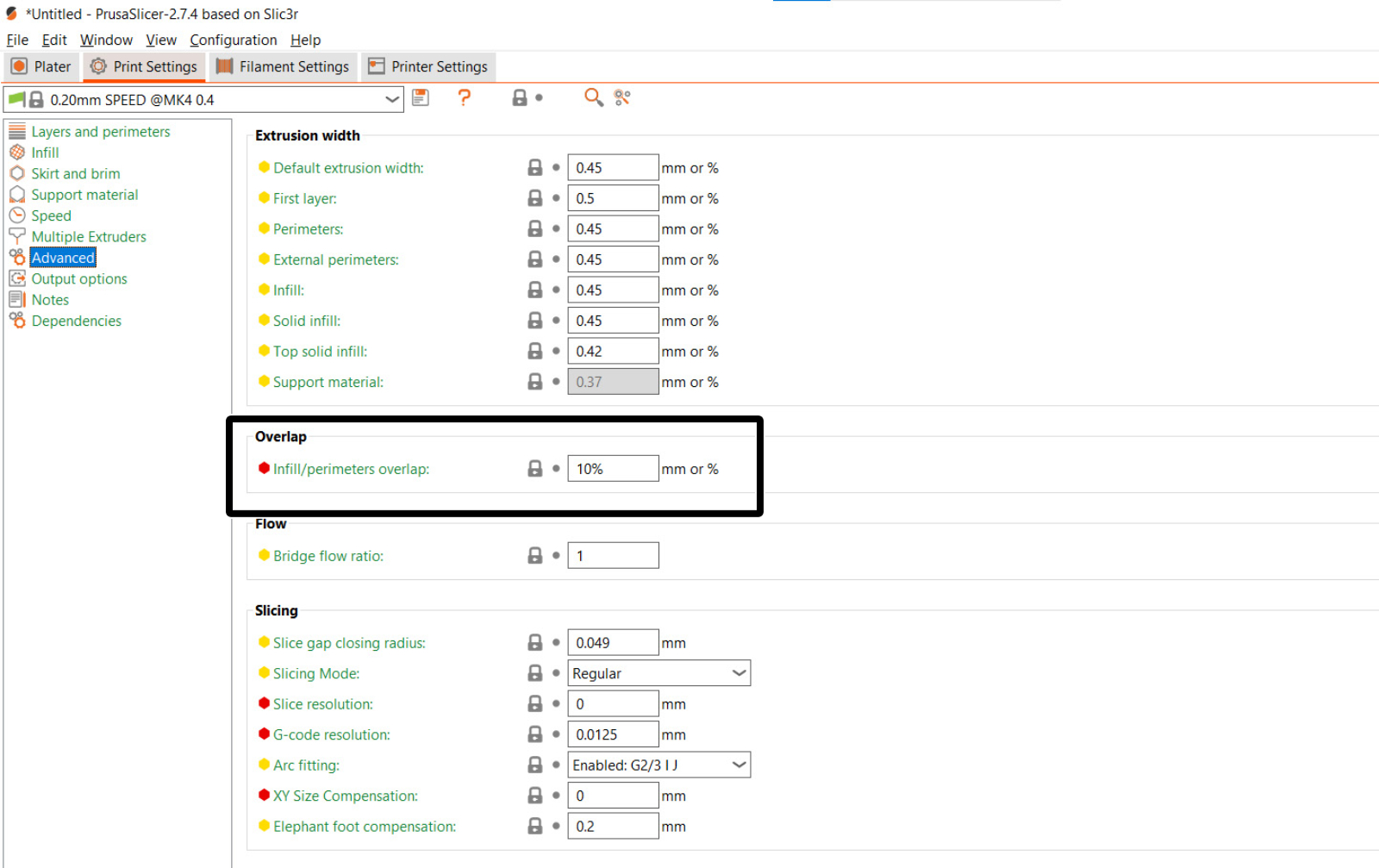
Das gilt eher für den Fall, dass Ihr Druck von unten undicht ist und Sie mit den vorherigen Vorschlägen getestet haben. XY-Overlap ist eine Variable im PrusaSlicer, die angibt, wie viel eine Linie der soliden Füllung den Umfang kreuzt. Dies ist standardmäßig auf 10% (des Düsendurchmessers, also 0,04 mm) eingestellt. Eine Erhöhung der Temperatur und des Extrusions-Multiplikators wirkt sich wiederum darauf aus, aber wenn Sie immer noch Leckagen feststellen, können Sie versuchen, diese auf 25-35% zu erhöhen.
Diese Tricks sollten bei den meisten Materialien funktionieren. Bei Materialien wie ASA oder ABS sind diese Tricks möglicherweise nicht notwendig, wenn Sie Ihre Drucke mit Aceton glätten.