Vous l'avez probablement déjà deviné, mais le PEI 1010 n'est pas exactement un matériau "prêt à imprimer" comme nos Prusaments de base (PLA, PETG…). Bien que nous fassions de notre mieux pour rendre nos filaments aussi faciles à imprimer que possible, il existe encore certaines limitations physiques.
Matériel nécessaire
Le point de fusion de ce matériau est très élevé, tout comme la température d'impression. vous avez donc besoin d'une imprimante 3D fermée et chauffée activement comme la Prusa Pro HT90.
L'absorption d'humidité est extrêmement rapide et difficile à inverser - vous aurez besoin d'un sécheur professionnel (four) et d'une boîte sèche adaptée, ou un sécheur pouvant être connecté directement à une imprimante. La bobine placée à l'extérieur sans boîte sèche absorbe l'humidité en quelques dizaines de minutes. Dans une boîte sèche passive (avec du gel de silice uniquement), la différence est perceptible après une demi-journée environ et après plusieurs jours, le filament devient pratiquement non imprimable.
Enfin, l'adhérence de la surface d'impression est également très élevée - ici, vous aurez besoin d'une couche de séparation spéciale comme la MagiGoo HT. Pour garantir une bonne imprimabilité, nous avons conçu et choisi le matériel suivant qui devrait fonctionner parfaitement, mais vous pouvez également utiliser d'autres équipements ayant des propriétés similaires :
- Prusa Pro HT90 avec hotend HT - Imprimante capable de fonctionner à 410 °C pour la buse, 150 °C pour le plateau chauffant et au moins 90 °C pour l'enceinte
- Sécheur de filaments Memmert UF30 capable de maintenir une température stable de 150 °C pendant 6 à 8 heures
- Prusa Pro Filament Drybox capable d'être connectée à l'imprimante 3D pendant l'impression
- Plaque en acier poudrée texturée de la HT90 ou plaque en acier poudrée PA Nylon de la HT90
- MagiGoo HT - couche de séparation spécialisée résistante aux hautes températures appliquée sur la surface d'impression avant l'impression (nécessaire uniquement pour les plaques texturées)
Processus d'impression réussi étape par étape
Voici maintenant un processus que vous devez suivre pour imprimer avec succès avec du Prusament PEI 1010 :
- Préchauffez le sécheur (four) à 150 °C et insérer la bobine PEI 1010. Séchez le filament à 150 °C pendant 6-8 heures.
- Préparez la boîte sèche : le gel de silice à l'intérieur ne doit pas être épuisé (voir la couleur du gel de silice). S'il est épuisé, séchez-le correctement au four ou remplacez-le par un déshydratant neuf.
- Après avoir séché le filament, déplacez-le immédiatement dans la boîte sèche. Ceci est crucial, car le PEI peut absorber l’humidité après des dizaines de minutes !
- Préparez l'imprimante HT90. L'imprimante doit avoir une tête d'impression HT montée - remplacez la tête d'impression si la haut débit est montée. Vérifiez la plaque d'impression - le PEI 1010 doit être imprimé uniquement sur la plaque d'impression poudrée texturée et sur la plaque d'impression PA Nylon.
- Si vous imprimez sur la plaque d'impression poudrée texturée, étalez une fine couche uniforme de MagiGoo HT sur la surface d'impression. Il n'est pas nécessaire d'appliquer la MagiGoo sur la plaque d'impression en PA Nylon.
- Préchauffez la HT90 (Buse : 410 °C, Plateau chauffant : 150 °C, Chambre : 90 °C) et chargez le filament. Notez que le filament doit rester fermé dans la boîte sèche. Il ne doit être connecté à l'imprimante que via le tube PTFE.
- Découpez le modèle avec le profil PrusaSlicer d'origine. D'autres profils peuvent ne pas fonctionner correctement.
- Imprimez-le !

Seule une fine couche de MagiGoo HT est nécessaire
Si tout est fait correctement, l'impression devrait avoir un bel aspect ambré transparent brillant, sans cheveux d'ange ni coulure.

Exemple d'une belle pièce imprimée en 3D en PEI sans erreurs évidentes.
Choisir le bon modèle
Enfin, vous devez savoir que le Prusament PEI 1010 a tendance à se déformer beaucoup pendant l'impression. Cela ne signifie pas que vous devez imprimer uniquement les plus petites pièces possibles, mais c'est quelque chose que vous pourriez vouloir prendre en compte lors de la conception et du découpage des modèles. Nous avons fait de notre mieux pour rendre le filament aussi facile à imprimer que possible, mais travailler avec de tels filaments nécessite une certaine expérience et des connaissances. Quant à ce dernier, voici quelques conseils pour en tirer le meilleur parti :
- Tenez compte de la taille de l’objet imprimé. La déformation est plus importante dans les plus grandes impressions. Cela signifie que l'impression d'un objet ayant des dimensions de plateau complet n'est peut-être pas le meilleur choix. Nous vous recommandons d’imprimer des pièces de petite à moyenne taille pour obtenir les meilleurs résultats.
- Les bases d'impression avec des angles étroits, telles que les formes carrées (ou plus étroites) ont tendance à se déformer beaucoup plus que les formes rondes. Le meilleur modèle est celui qui a une base circulaire plate placée sur la surface d'impression. N'oubliez pas d'en tenir compte lors du design et du découpage d'un modèle.
- Quelle que soit la taille, nous recommandons toujours d'imprimer le PEI 1010 avec une bordure. Cela réduit considérablement le problème de déformation.
Erreurs les plus courantes
Enfin, montrons quelques-unes des erreurs les plus courantes visibles sur la pièce imprimée en 3D suivante :
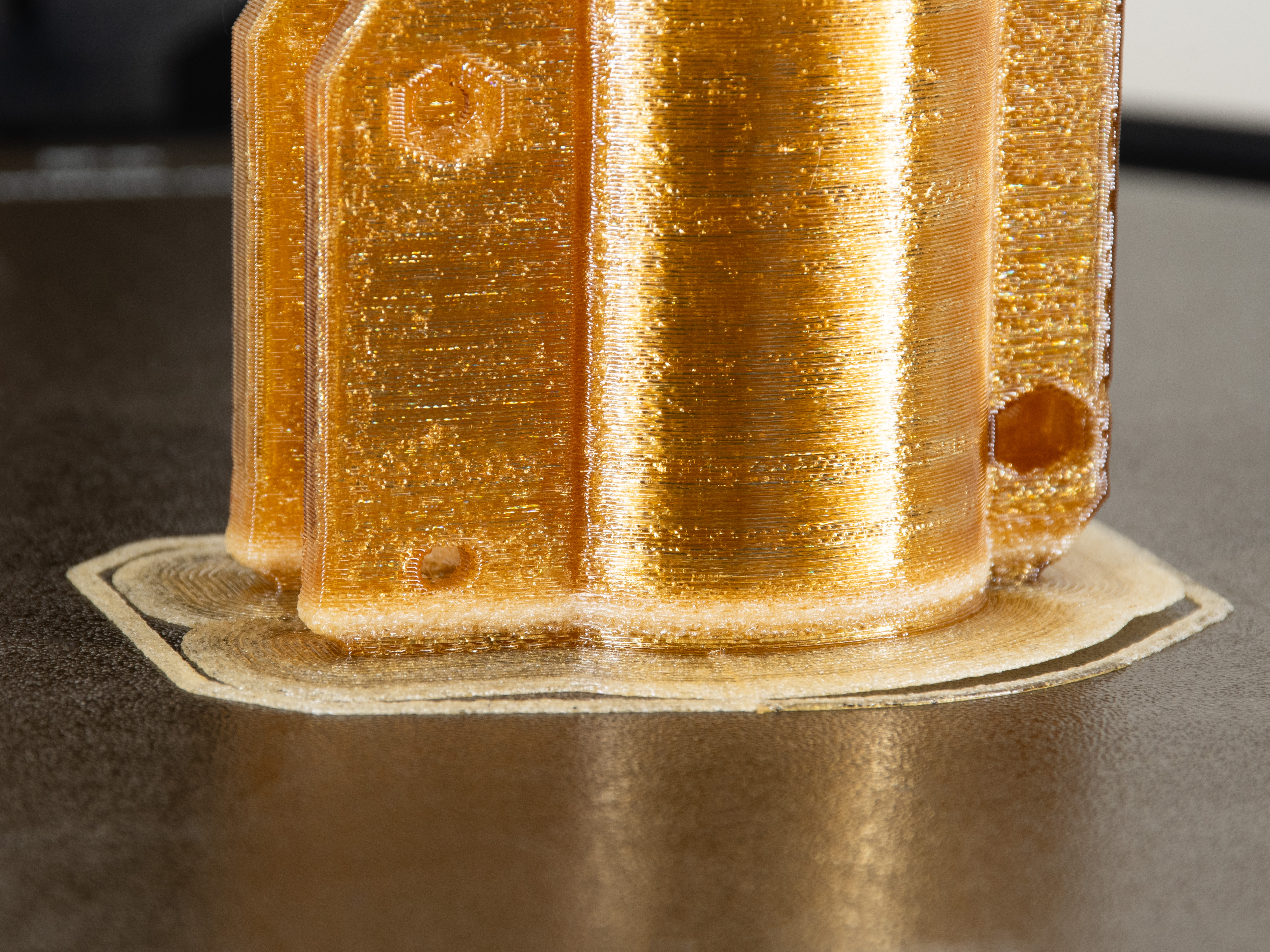
- Le filament n'est pas sec - cela est surtout perceptible dans la partie inférieure, où le matériau extrudé a une structure "mousseuse", le modèle perd également ses propriétés dimensionnelles souhaitées et sa résistance mécanique.
- Ce modèle a été imprimé avec un profil PrusaSlicer autre que celui recommandé. C'est pourquoi le modèle est plein de cavités (bulles) visibles dans chaque couche, qui affectent considérablement les propriétés mécaniques du modèle.
- Ce modèle était également plein de cheveux d'ange (non visible sur la photo ci-dessus) en raison des erreurs mentionnées ci-dessus.
- Remarquez la déformation : le modèle s'est décollé de la plaque d'impression même avec une bordure. Cela a été causé par trois raisons. Premièrement, le modèle n’est pas exactement rond et compact. La forme n'est pas idéale mais une bordure plus large pourrait aider. Deuxièmement, le filament humide a tendance à se déformer davantage et à coller moins à la surface d’impression que le filament sec. Finalement, nous avons appliqué trop de MagiGoo HT sur la surface.