Si consiglia di dedicare un po' di tempo alla manutenzione regolare della tua Original Prusa MINI/+. Questo dovrebbe essere fatto anche se la stampante funziona perfettamente.
Pulire il piano
Se gli oggetti stampati hanno difficoltà ad aderire alla superficie di stampa, è necessario pulire la piastra. Scegliere il giusto prodotto per la pulizia del foglio (IPA, Windex, ecc.), versarne una piccola quantità su un tovagliolo di carta non profumata e pulire la superficie di stampa.
La piastra deve essere pulita a freddo per ottenere i migliori risultati - la pulizia a caldo può portare a potenziali infortuni, sia dal piano riscaldato che dall'ugello. Quando si pulisce a temperature più elevate, inoltre, l'alcool evapora prima che possa pulire alcunché. Maggiori dettagli possono essere trovati qui Problematiche primo layer.

Manutenzione cuscinetti
Dopo circa 200 ore di stampa, le aste lisce andrebbero pulite con un tovagliolo. È possibile acquistare del lubrificante (qualunque buon lubrificante andrà bene) e applicarlo sulle aste lisce (degli assi XYZ). Con la MINI/+ viene fornito un tubetto di lubrificante Prusa che è anche disponibile sul nostro e-shop.
A stampante spenta, spostare manualmente l'asse X (estrusore) e l'asse Y (piano riscaldato) avanti e indietro un paio di volte. Se si sente che uno degli assi non si muove più in modo uniforme, i cuscinetti possono essere estratti e ingrassati all'interno (dovrebbero essere rimossi dall'asse perché la guarnizione a labbro in plastica impedirà che la maggior parte del grasso entri all'interno).
Per la nostra guida dettagliata alla manutenzione, vedere Consigli per la manutenzione.
Ventole
Entrambe le ventole devono essere controllate e pulite ogni 200 ore. Lo spray detergente per computer (aria compressa) elimina la polvere e si possono usare le pinzette per i piccoli fili di plastica. Tenere sempre ferme le pale quando si pulisce la ventola con l'aria compressa.
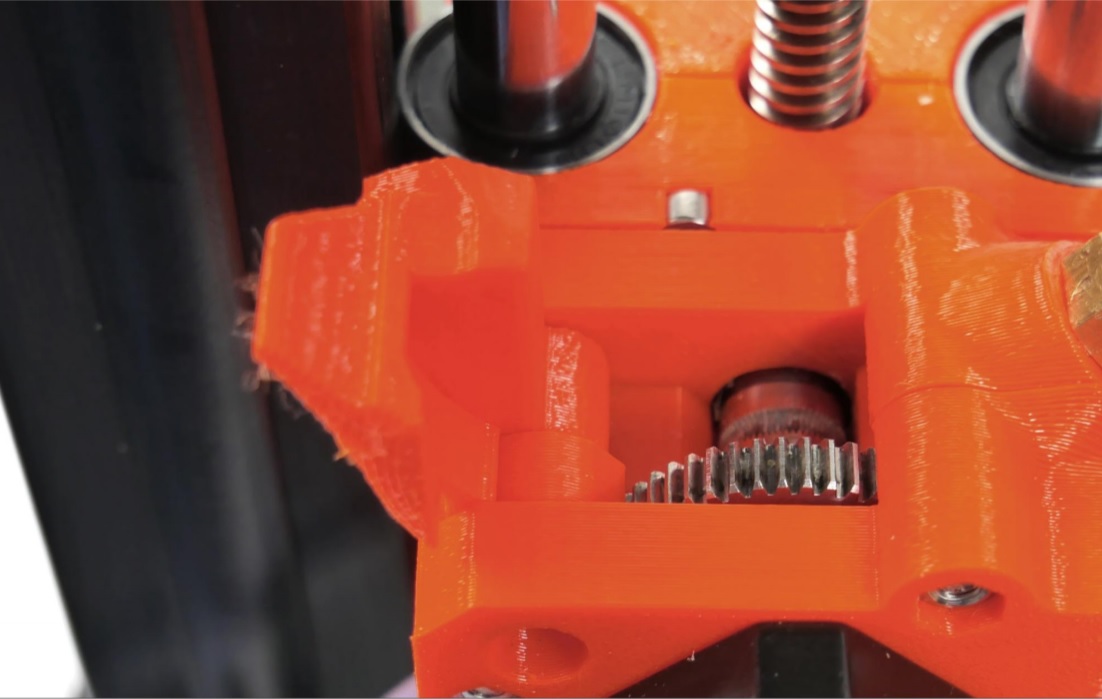
Pulizia ingranaggi estrusore
Gli ingranaggi dell'estrusore non necessitano di lubrificazione. Tuttavia, nel tempo possono soffrire di un accumulo di frammenti di filamento nelle scanalature e perdita della forza di presa che può causare una sottoestrusione. Utilizzare aria compressa per soffiare via i detriti o utilizzare una piccola spazzola di ottone per pulire le scanalature, un normale stuzzicadenti andrà bene lo stesso. Controllare e pulire dalla finestra di accesso sulla parte superiore del gruppo estrusore. Pulire ciò che si può, quindi ruotare l'ingranaggio e ripetere l'operazione. Una piccola quantità di lubrificante solo sui denti di azionamento non fa male ma può causare problemi se raggiunge i denti del filamento o inizia a raccogliere i detriti.
Per uno smontaggio più esteso, vedere Come accedere e pulire la puleggia dell'estrusore (MINI/MINI+)
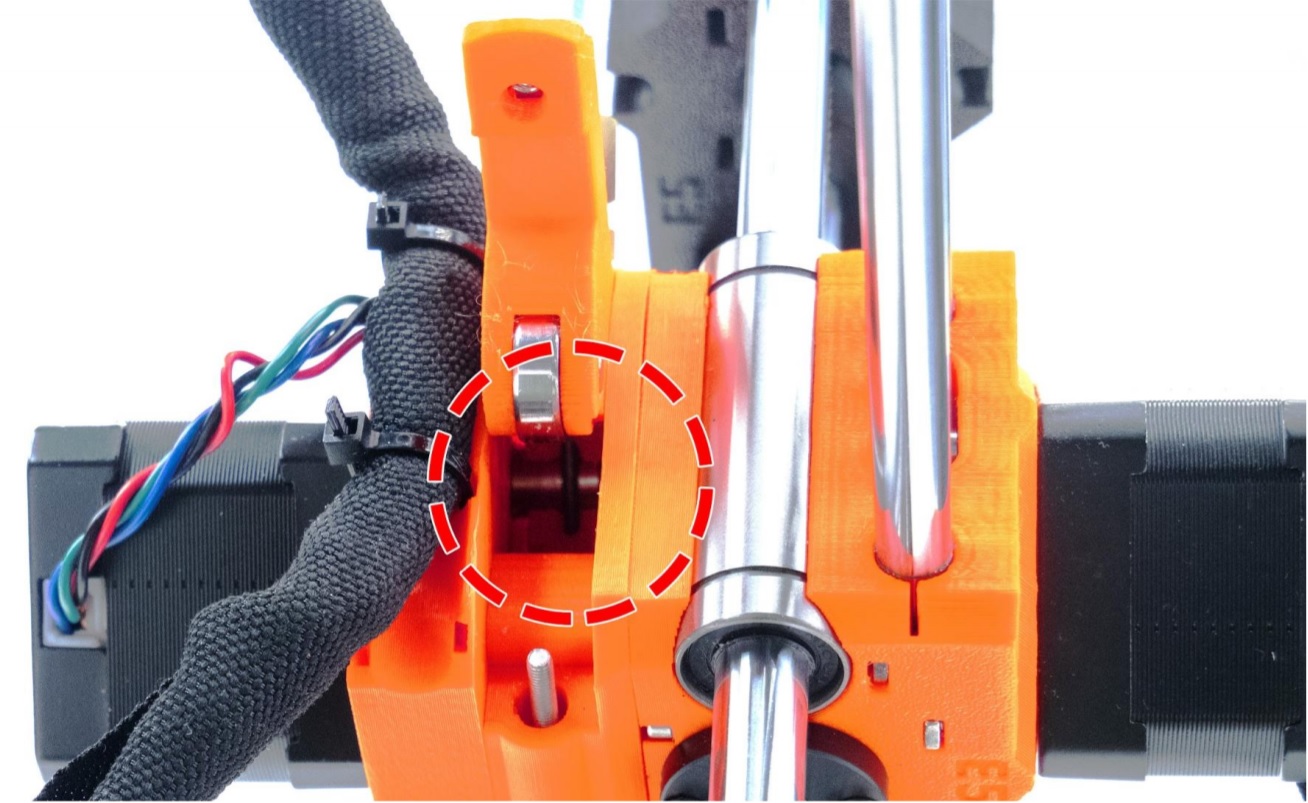
Aprire l'idler permette di pulire entrambi gli ingranaggi e/o rimuovere qualunque rimasuglio di filamento rimasto incastrato negli ingranaggi. È consigliato ispezionare gli ingranaggi di tanto in tanto e rimuovere qualunque detrito incastrato nell'estrusore.
Tubi in PTFE
La MINI ha quattro tubi in PTFE, due esterni e due interni, che potrebbero richiedere un minimo livello di attenzione di tanto in tanto. I tubi di PTFE sono usati per condurre il filamento dalla bobina, attraverso l'estrusore, fino all'ugello. Nel tempo, i detriti di filamento possono accumularsi nei tubi di PTFE.
Questi tubi devono essere puliti e uniformi. Se sono deformati o sembrano usurati devono essere sostituiti. Utilizzare una bomboletta di aria compressa per pulirli. L'utilizzo di un filo di ferro solido può danneggiarli all'interno.

Accesso ai tubi in PTFE:
Tubi esterni
- Il primo tubo in cui si carica il filamento, che porta all'estrusore, può essere estratto a mano. Se non si riesce ad estrarre il primo tubo a mano, si prega di seguire Come accedere e pulire la puleggia dell'estrusore (MINI/MINI+) al Passo 8 per rilasciare la vite M3x12 che lo fissa.
- Il secondo tubo principale, più lungo, Bowden va dall'estrusore fino alla testina di stampa. Usa una chiave inglese (misura 10) per allentare i dadi che fissano i raccordi che si trovano su entrambi i capi del tubo.
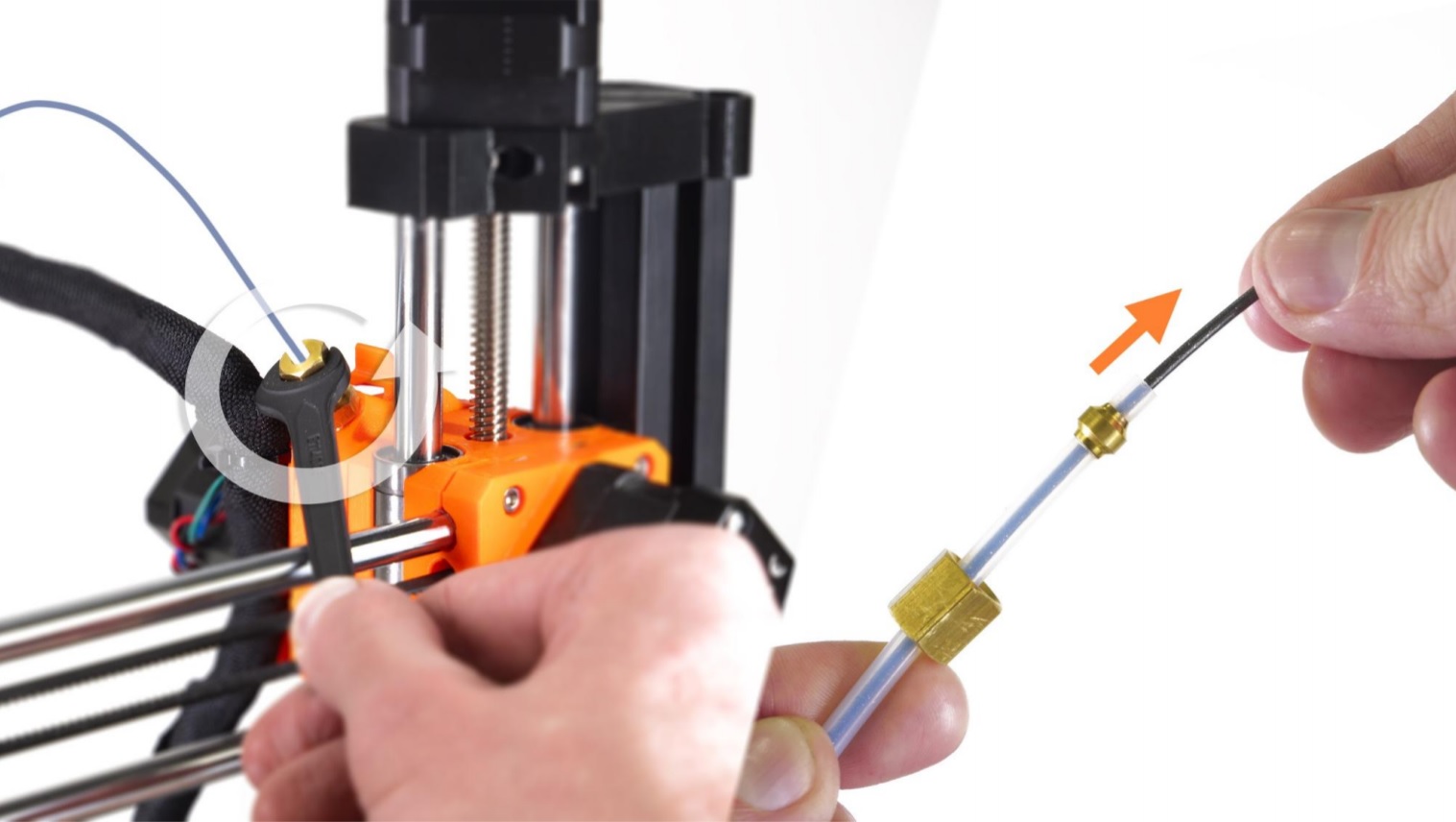
- Sotto ciascun raccordo del tubo Bowden principale, troverai un ulteriore tubo in PTFE. Entrambi dovrebbero essere ispezionati se si hanno problemi di carico. Quello situato nell'estrusore è un tubo corto che assiste il filamento in uscita dall'estrusore.
- Il tubo in PTFE dell'hotend/testina di stampa deve essere pultio e leggermente compresso durante l'installazione dell'heat break. Si prega di consultare la nostra guida completa illustrata sulla sostituzione del tubo in PTFE nella MINI.
Ugello
Interno
Se si ha un intasamento o un errore di stampa potrebbe essere necessario fare un paio di tiri a freddo. Inoltre, il passaggio da PLA a PETG, usando temperature del PLA, può causare problemi. I tiri a freddo dovrebbero eliminare qualsiasi intasamento parziale o totale e farti stampare nuovamente. Consulta la nostra guida su come fare un tiro a freddo sulla Prusa MINI. Se riscaldato, può anche essere utile usare un ago per agopuntura (uno è incluso nel kit), per pulire l'interno dell'ugello.
Esterno
Se l'ugello è coperto di plastica all'esterno, le sue proprietà termiche possono essere compromesse. Per pulirlo riscaldare l'ugello per 5 minuti per poi premere il pulsante di reset.
Subito dopo, utilizzare una spazzola d'ottone per pulire via i residui di plastica attaccati sull'ugello e sul blocco del riscaldatore. Fare molta attenzione intorno ai fragili cavi della cartuccia riscaldante dell'hotend e del termistore!
Sostituzione
Gli ugelli si consumano nel tempo, anche stampando solo con PLA e PETG. Se si tenta di stampare filamenti abrasivi, come quelli caricati acciaio, utilizzando l'ugello in ottone di serie, l'ugello si rovina rapidamente.
Nel caso in cui fosse necessario cambiare l'ugello, troverai una guida completa qui, che copre l'intera procedura, oltre ad alcuni errori comuni che si desidera evitare.
Aggiornare il firmware
È importante mantenere il sistema aggiornato. Il firmware è in continuo sviluppo e nuove funzionalità e miglioramenti operativi vengono implementati regolarmente, sulla base di test e feedback da parte dei nostri utenti. Per una guida completa sul flashing del firmware, vedere Aggiornamento firmware (MINI/MINI+).