複数のオブジェクトを一度にプリントする場合、1つずつ順次仕上げていく方法を選択することができます。これにより、プリントの間ににじみや糸引きが発生するのを防ぐことができます。また、プリントベッドからオブジェクトが外れても、複数の中途半端なプリントが失われるのを防ぐことができます。
この機能は、プリント設定-出力オプション-個別オブジェクトの補完を有効にすることでオンにすることができます。

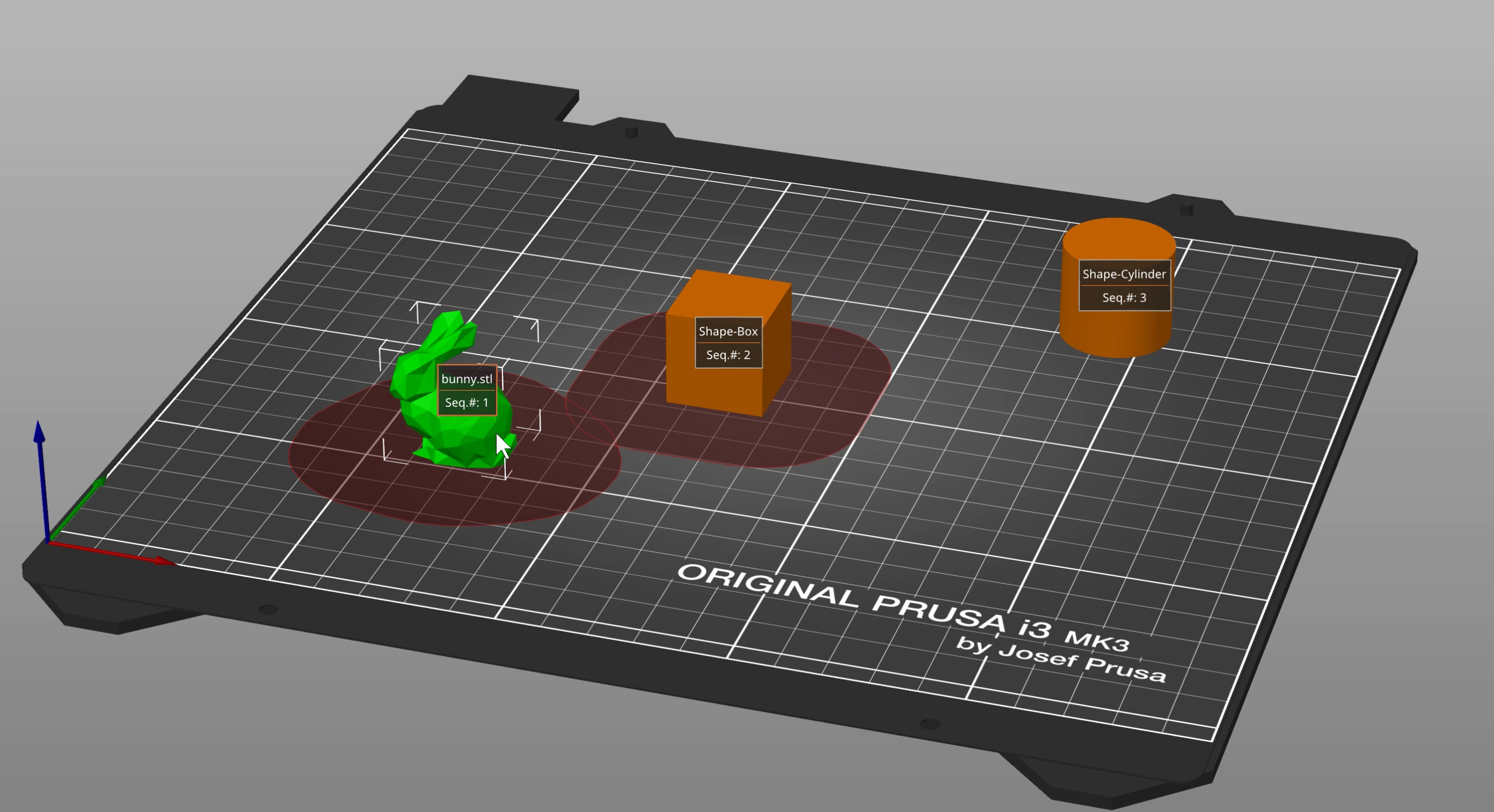
Eキーを押すと、3Dビューでオブジェクトの順序を確認できます。
オブジェクトのリストのオブジェクトをドラッグ&ドロップすることで、順番を変更することができます。オブジェクトリストで一番上にあるオブジェクトが最初にプリントされ、一番下にあるオブジェクトが最後にプリントされます。
定期的にプリンタをチェックする必要があります。すべてのオブジェクトで、特定のパーツがプリントベッドにくっつかない可能性があります。
衝突判定
シーケンシャルプリント(順番プリント)では、プリントヘッドと完成品、X軸と完成品の衝突が起こる可能性があります。PrusaSlicerはそのような場合に警告を出そうとしますが、警告が出なかった場合でも、衝突の可能性をなるべく避けるようにしてください。
エクストルーダーとX軸の衝突の可能性を最小にします。
PrusaSlicerが衝突の可能性を検出した場合、重なり合う領域を赤くハイライトして視覚化します。
PrusaSlicerが衝突を検出しやすくするために、Extruder clearanceの設定を指定します。
半径
エクストルーダー周辺の円筒形のクリアランスの半径を示します。
高さ
ノズルの先端とX軸のロッド(またはプリントの仕上がりを邪魔する最下部)との垂直方向の距離です。
PrusaSlicerは、最後のオブジェクトを除いて、すべてのオブジェクトがエクストルーダーのクリアランス高さ以下になるような設定を望んでおり、プリンタの最大Zと同じ高さにすることができます。
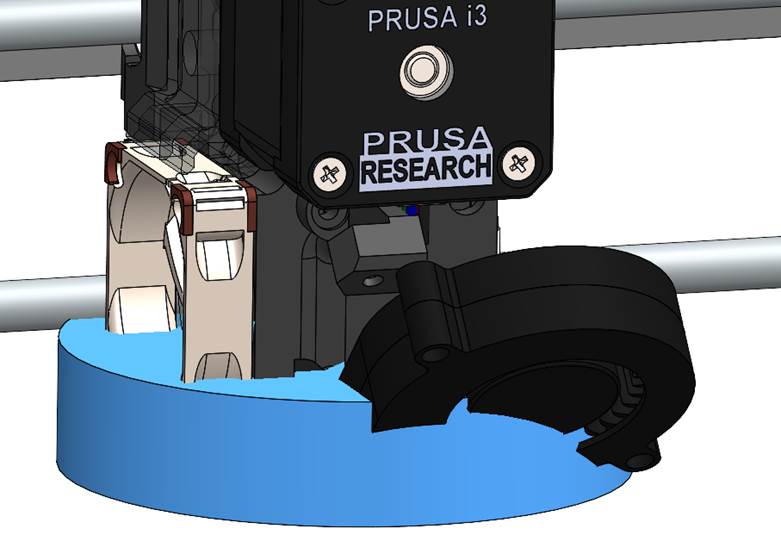
ノズルの周囲に半径45mm、高さ20mmのキープアウトゾーンを作成するデフォルトパラメーターの視覚的表現(David Renaud氏提供)。
衝突検出のロジックはかなり基本的なもので、プリント可能なGコードのExportができなくなることがあります。高さの許容範囲を広げるかどうかは、あなた次第です。
事例
高さ方向のクリアランスは20mmです。
オブジェクトの高さは25mmです。
オブジェクトは順次プリントできますが、現在のコリジョンロジックでは、左のシナリオ(プリント不可、X軸ロッドとの衝突)と右のシナリオ(プリント可)の区別がつきません。そのため、手動で値を変更する必要があります(高さ方向のクリアランス)。