Original Prusa XLのマルチツールバージョンにおけるマルチツールマニュアルキャリブレーションは、ツールオフセットキャリブレーションが正しく機能したことを確認し、各ツールのオフセットを微調整するために行うことができます。このキャリブレーションは、ノズルがクラッシュした後やカスタムノズルを使用している場合にも推奨されます。デュアルヘッドと5ヘッドのバージョンには、±1mmまでのオフセット誤差をカバーするように設計された特定のテストGCodeを用意しました。
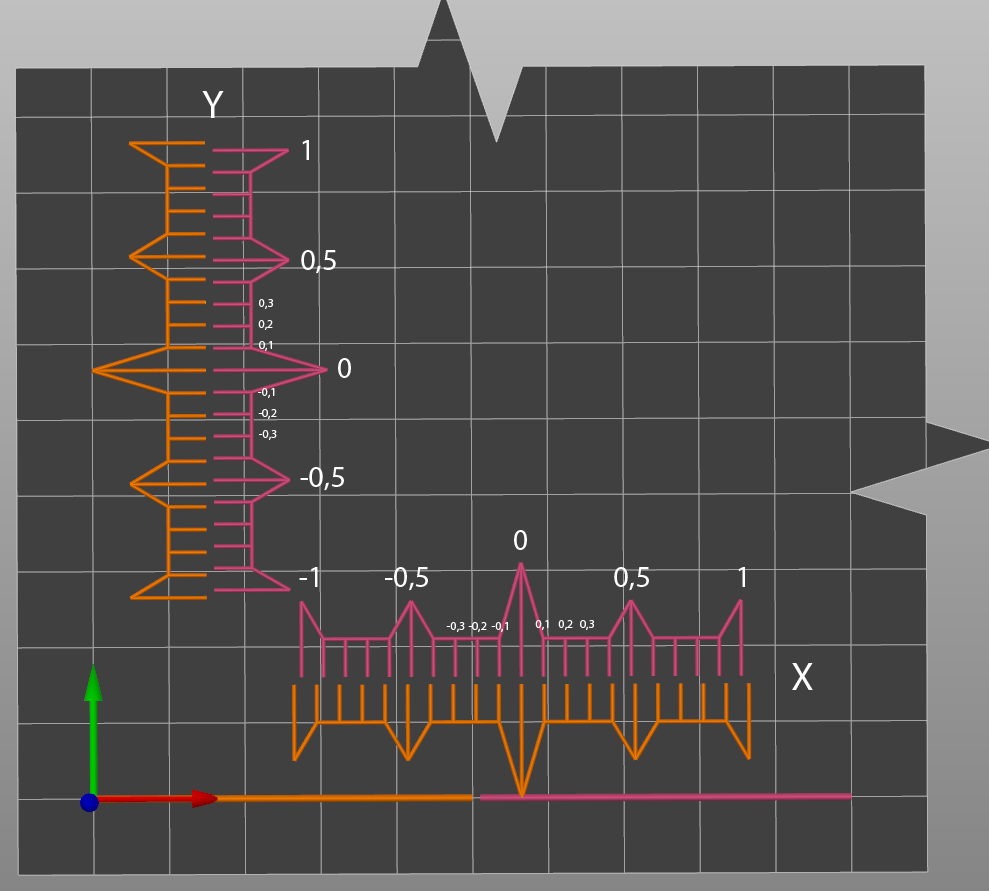
プリントオブジェクトにはXとYのラベルが貼られた2つのゾーンがあり、それぞれにツール1を除く各ツールの櫛が1本ずつ作られます。それぞれの櫛について、ツール1でプリントされた櫛と最も位置が合っている各ゾーンの2つのマークを見つけ、その値を読み取ります。
最大のマークは0、中程度のマークは0.5mmを表しています。
以下の2ツールキャリブレーションでのGコードの視覚化では、オレンジ色のパーツはツール1で、マゼンタ色のパーツはツール2でプリントされています。
このモデルでは、サテンシートとPLAフィラメントを使用し、シートとのコントラストを良くするために濃い色は避けてください。プリント面を90%以上のイソプロピルアルコールでクリーニングし、密着性を高めておいてください。
 | 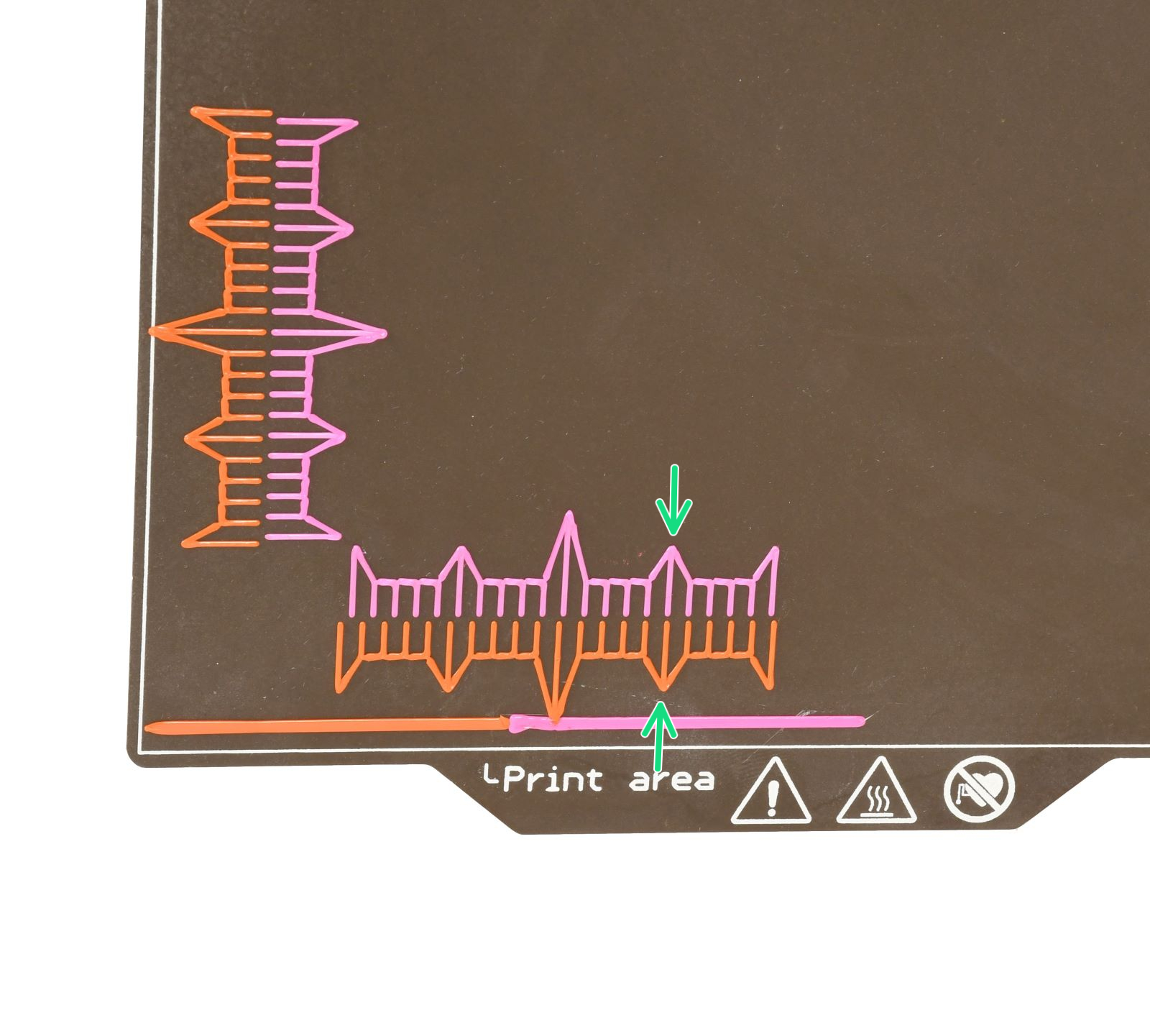 |
右側の例の写真では、最も整列したマークが+0.5mmのXオフセットに対応しています。
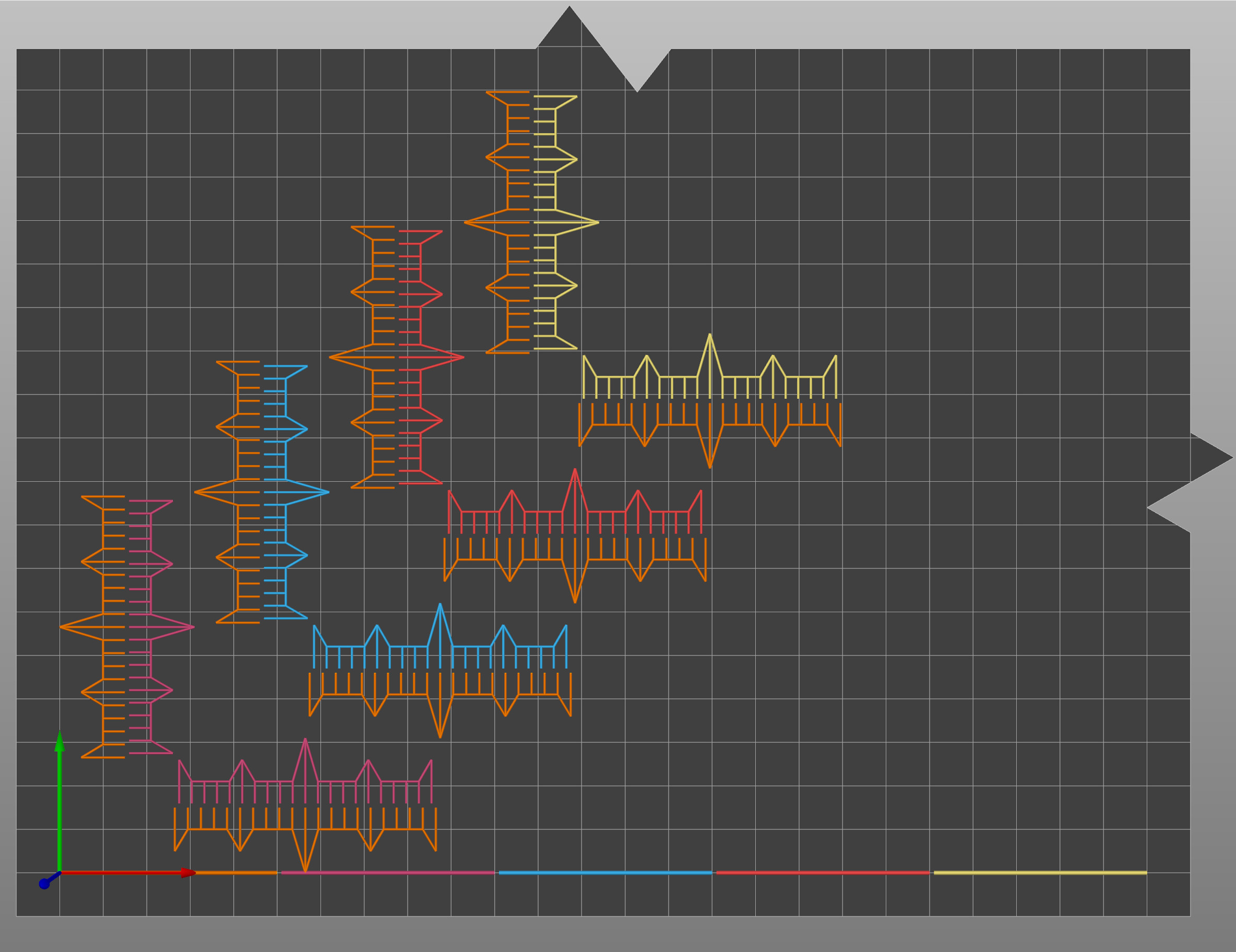
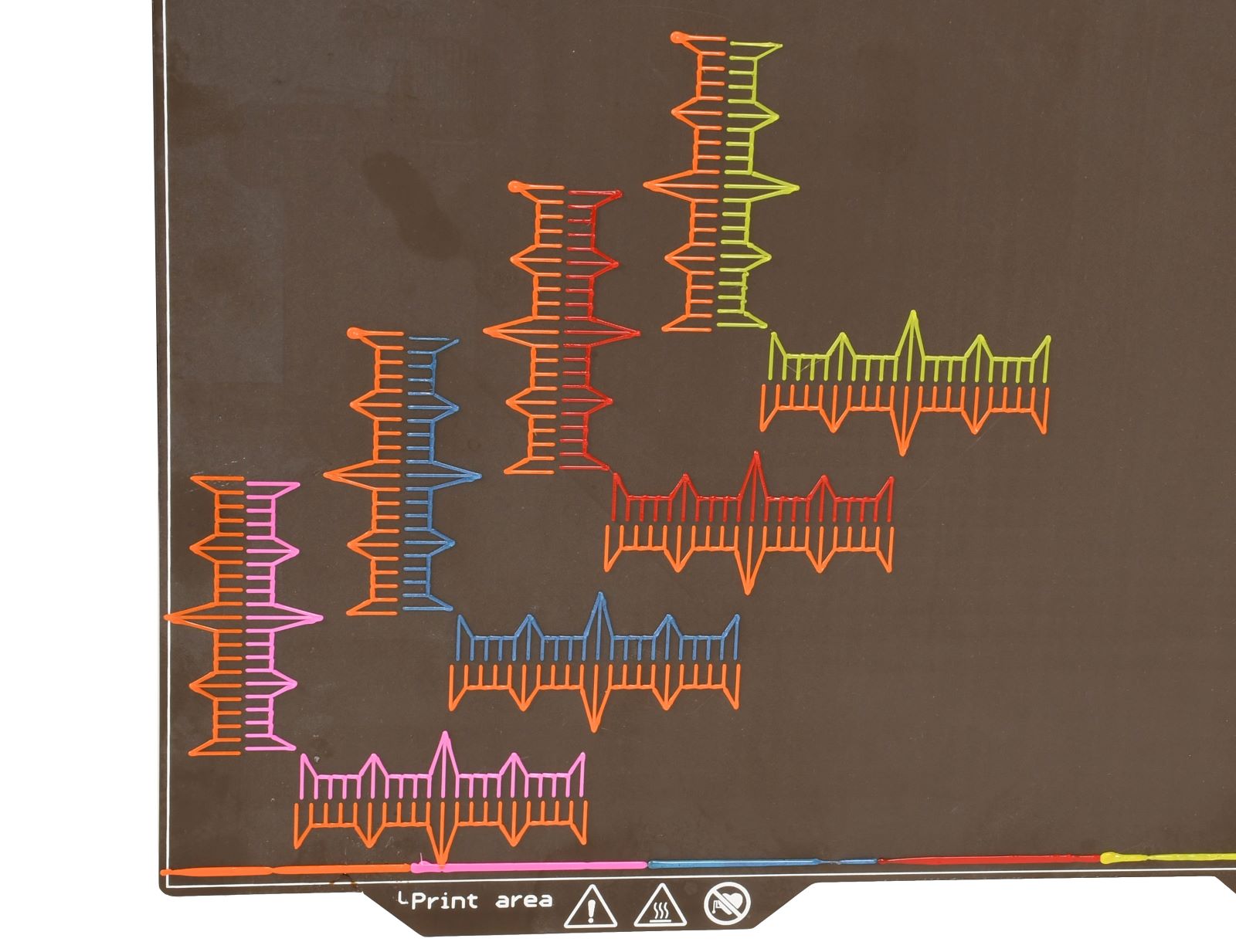
5ツールのキャリブレーションGコードは同じプロパティを持ちますが、軸ごとに4つの櫛があります。各ツールのオフセットはツール1と比較されます。
 |  |
手順
- モデルをプリントします。ツールの数に応じて、PLAでプリントするには、Gコードのいずれかを使用します。
- プリント終了後、プリントオブエジェクトをそのままにしてプリントシートを取り外し、それぞれの櫛を観察します。
- 各ペアで最もアライメントが取れているマークを見つけ、その値を読み取ります。2つのマークの間に迷いがある場合は、その平均値を選択してください(例えば、0mmと+0,1mmがほぼ一致している場合は、+0,05mmのオフセットを選択します)。
- LCD Menu -> Settings -> Tool -> Tool #(#の代わりにツールの番号が表示されます)で選択したツールにすでに表示されているオフセットに、測定したオフセットを追加してオフセットを調整します。例えば、スクリーンショットのオフセットXに0.05mmを追加すると、最終的な値は0.071347mmになります。
ツール1では、オフセット値は常にゼロに設定されているため、表示されていません。

- オフセットを修正した後、原点復帰位置に影響を与えないように、リニアレールとベルトから小さなプラスチックの残留物を取り除きます。スチールシートからプリントオブエジェクトを取り外し、もう一度テストピースをプリントしてアライメントを確認します。
ログイン してコメントを投稿する
コメントなし