安定したリリース PrusaSlicerの最新の安定版リリースは、常に DRIVERS & APPSパッケージ にあり、Windows、Mac OS X、およびLinuxで利用できます。パッケージにはテストオブジェクトとプリンタードライバーも含まれていますが、PrusaSlicerのみのインストールを選択することができます。 PrusaSlicerのイントロダクションとダウンロードまたは私たちのGitHubから、コンピューターのスタンドアロンインストーラーをダウンロードすることもできます。 安定版リリースとは、可能な限り徹底的にテストされ、多数の公開アルファバージョンおよびベータバージョンを経たバージョンです。 アルファとベータリリース PrusaSlicerの急速な開発ペースについていきたいですか?開発ビルドには、最新の機能とバグ修正が含まれています。ただし、不安定になったり、クラッシュしたり、予期しない動作をしたりする可能性があります。本番環境で開発ビルドを使用することはお勧めしません。ダウンロードと詳細については、私たちのGitHub…
一部のオプションはエキスパートモードが選択されている場合にのみ表示されます。 レイヤーの高さ 個々のスライス/各レイヤーの厚さの高さです。レイヤーの高さは以下の2つの主要な要因に影響します: プリント時間 垂直方向の解像度 より高いレイヤーの高さを選択することで、レイヤーがより目立つ代わりにプリント時間を大幅に短縮できます。一方、小さなレイヤーの高さ(例:0.10…
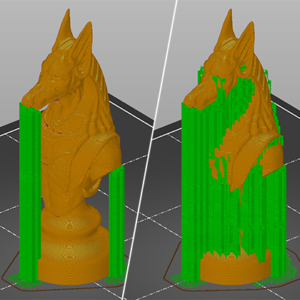
3Dプリンターは、下層の上に新しい層(レイヤー)を積み重ねていくことで3Dオブジェクトを作成します。つまり 新しいレイヤーは、その下のレイヤーとの重なりが必要です。 モデルの一部が空中で始まり、下のレイヤーのどこにも支持するものがない場合は、プリントを成功させるために、別途支持するための、いわゆるサポート構造を追加する必要があります。 モデルの方向を変更するとか、モデルを複数のパーツに分割して、オーバーハングを減らすなどの工夫により、サポート材の生成量を減らすことを検討するのは良いアプローチです。 PrusaSlicerは、サポートが必要な領域を検出し、サポートを自動的に生成させることができます。 以下の機能を使ってマニュアルでサポートを作成できます: サポート領域のペイント 強制サポートとサポートブロッカー サポートは…
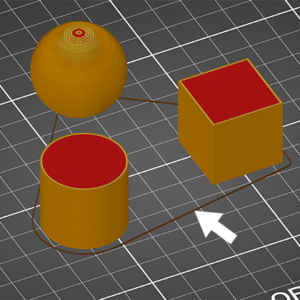
PrusaSlicerでは、多くのインフィルパターンを選択することができます。インフィルパターンを選択する際、主に以下の点を考慮する必要があります。: プリント速度 使用材料あたりの密度(より少ない材料で、トップレイヤーの支持ができる) 見た目 トップレイヤーのサポート 柔軟性(特にTPU/TPEのプリント時) 一部の用途では異なるインフィルパターンが使用されますが、通常はすべての用途で使用されるわけではありません。: モデル内部の低密度充填 トッププレイヤーの上塗り ボトムレイヤーの下塗り サポートの生成 インフィルの種類とその特性 ジャイロイド ジャイロイドは、私たちのお気に入りであり、最高のインフィルの一つです。あらゆる方向に優れたサポートを提供する、数少ない3D構造物の1つです。さらに、比較的高速にプリントでき、材料を節約でき、1つのレイヤーで交差することがなく、見た目も素晴らしいです。このインフィルの特殊な形状により、レジンや他の液体を充填することができます。 全方向に均等な強度を持つ3次元的な構造です。 かなり短時間で印刷できる。 同じレイヤーで交差しない。 強度/重量比が良い。 樹脂や他の液体を充填することができます。 (私たちが思うに)とてもすっきりした印象です。 キュービック 1つのレイヤーの中でパスが交差するインフィルです。片方の角が下向きになるように立方体をつくります。こうすることで、断熱材として機能したり、(PETGなどの防水フィラメントで)水に浮くようなエアポケットを多数作ることができます。プリント時間やフィラメントの消費量は、これまでのインフィルと変わりません。 アダプティブ・キュービック アダプティブキュービックインフィルは、キュービックと同じ原理で動作します。キュービックと同じ原理で、線が交差する角から下に向いた立方体が1つの層になっています。単純なキュービックインフィルとは異なり、このインフィルは、最も近い壁までの距離に応じて自動的に密度が高くなったり低くなったりして、中央に大きな空洞が残ります。これは、特に大きな内部容積を持つ大型プリントに有効です。プリントは、上部、下部、すべての側面でインフィルの密度が高くなりますが、容積の中心付近では密度が低くなります。その結果、プリント時間の短縮とフィラメント消費量の削減を実現しながら、トップレイヤーへの優れたサポート力と同様の機械的特性を維持することができます。材料の消費量は、レクチリニアインフィルよりも約1/4少なくなります。 アダプティブ・キュービックは、octreeの、任意のオブジェクトの三角形を含むそれらのセルを絞り込むことによって動作します。アンカーは、各インフィルラインに追加されます。これは、インフィルをより頑丈にし、インフィルラインの開始点での押し出しフローを安定させます。 サポートキュービック このインフィルは、最も近いトップレイヤーまでの距離に応じて自動的に密度が高くなります(インフィルの密度はZ軸方向にのみ増加します)。このインフィルの主な機能は、できるだけ多くの材料を節約してトップレイヤーをサポートすることであり、モデルの機械的品質を向上させるものではありません。このインフィルの材料消費量とプリント時間は、サポートされているすべてのインフィルの中で圧倒的に少なくなっています。 レクトリニア レクトリニアは、基本的なインフィルパターンの一つです。これは、1つのレイヤーを一方向に印刷し、次のレイヤーを90°回転させるなどして、レクティリニアグリッドを作成するものです。こうすることで、フィラメントの節約になり、(グリッドと違って)交差する部分に材料が溜まることもありません。最も高速にプリントできるインフィルのひとつです。 グリッドパターンと比較すると、レクトリニアは同じ量の材料でトップレイヤーを2倍サポートします。 このタイプのインフィルは、100%インフィルプリント時に唯一推奨されるインフィルです。プロファイルに他のタイプのインフィルが設定されている場合、インフィルの割合を100%密度に変更すると、PrusaSlicerは自動的にインフィルタイプをレクトリニアに変更します。 アラインドレクトリニア このインフィルは、モデル内部に描かれた平行線によって形成され、外側に形成されるサポート構造に似ています。従来と同様に、時間短縮、材料消費量の平均化、交差部での材料蓄積のないことが特徴です。ただし、このインフィルを使用すると、インフィル内の線の方向が、最初の最上層のソリッドレイヤーのインフィルと同じである場合に問題が発生する可能性があり、完全に平行の場合に最上層がブリッジする問題が発生する可能性があります。 グリッド インフィルの中で最もシンプルで高速なバリエーションの1つです。レクトリニアとは異なり、各レイヤーで両方向(90°回転)に印刷されます。こうすることで、パスが交差する場所に材料が蓄積されます。グリッドインフィルは、レクトリニアインフィルよりも強固ですが(レイヤーの密着性が高いため)、材料が溜まる交差部分をノズルが通過するため、耳障りなノイズや印刷不良が発生することがあります。 このインフィルのプリント方法では、パスが交差し、この場所に材料が溜まることになります。この部分にノズルが当たると、特有の音がすることがあります。これが原因でプリントを失敗することもあります。 トライアングル このインフィルは、グリッドインフィルと同じように、1つのレイヤーでパスが交差していますが、3方向にプリントされ、三角形の構造を形成しています。材料と時間の消費はグリッドとほぼ同じです。 スター スターインフィルは、三角形をベースに、パスをずらして6角形の星を作ったものです。このインフィルも、1つのレイヤーの中で交差する線によって作成されています。材料と時間の消費は、前のインフィルと同様です。 ライン ラインは、1つのレイヤーで交差するパスを持たないインフィルの1つです。そのパスはレクトリニアインフィルと似ていますが、互いに平行ではありません。その代わり、鋭角にプリントされています。当然のことながら、このインフィルは、プリント時間や材料消費に関してもレクチリニアと同様です。 コンセントリック(同心円) 同心円インフィルは、モデルの外周線をトレースして、中心に向かって小さくしていきます。つまり、円柱を印刷する場合、同心円インフィルはその円柱の内側に同心円を作成することになります。これは、透明な部品や柔軟なモデル(例えばRCタイヤ)に有効です。主な欠点は、プリントにかかる時間です。材料の消費量は、これまでのインフィルパターンに比べて高くはありません。 ハニカム 六角形のグリッドをプリントするインフィルです。主な利点は、機械的耐性と交差のない最適なパスです。主な欠点は、他のインフィルと比較して材料消費量が多いことと(およそ25%増加)、プリント時間がこれまでに紹介したオプションの2倍かかることです。 3次元ハニカム 3Dハニカムは、大きな正方形や小さな八角形をプリントして、周期的に厚みが増えたり減ったりする柱を作ります。このインフィルも、1つのレイヤーに交差する線はありませんが、パスの敷き詰め方により、レイヤー間に小さな隙間ができます。通常のハニカムパターンに比べて、材料消費量とプリント時間が若干悪くなっています。 ヒルベルト曲線 ヒルベルト曲線は、モデル内部に長方形の迷路を作り出します。このインフィルの主な利点は、その非伝統的な外観と、エポキシ樹脂や他の液体でかなり簡単に充填できることです。モデルは、多数の小さな「気泡」ではなく、いくつかの大きな空洞に分割されます。このインフィルの主な欠点はプリント時間の増加で、ハニカムインフィルとレクトリニアインフィルの中間のような位置づけです。ヒルベルトカーブの材料消費量は、レクトリニアとほぼ同じです。 アルキメデスコード ここでも、この螺旋状にねじれたインフィルは、液体をより簡単に充填することができます。このシンプルな形状は、材料と時間の節約になります(直線的なインフィルと比較)。同心円状のインフィルと同様に、アルキメデスコードは、柔軟なフィラメントでプリントする場合、モデルの柔軟性を高めるのに役立ちます。 オクタグラムスパイラル オクタグラムスパイラルは、このタイプのインフィルによって作られた大きなコンパートメントによって、対象物に対して液体を容易に充填することができます。オクタグラムスパイラルは、特定のモデルの柔軟性を高めるのにも役立つかもしれません。しかし、ほとんどの場合、美観と最上層のサポートのために使用されます。材料の消費量は、アルキメデスコードに似ていますが、印刷時間は若干長くなります。 Lightning ライティングインフィルは、上面に向かって徐々に密になる枝分かれ構造を生成し、確実にサポートしていきます。サポートキュービックインフィルに比べて、さらに材料を節約することができます。ライティングインフィルは紙をベースにしています…
PrusaSlicer マニュアルへようこそ PrusaSlicer (旧称:Slic3r Prusa EditionまたはSlic3r PE) は、オープンソースプロジェクトSlic3r をベースにした自社開発のスライサーソフトウェアです。PrusaSlicerは、オープンソースで、機能が豊富で、また頻繁に更新されているツールです。 PrusaSlicerは、Windows,…
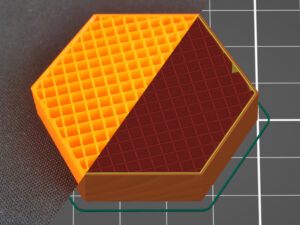
インフィルの主な目的は、上層部に内部サポートを提供することです。これがないと、上層部は空間に対してブリッジしてプリントする必要があります。インフィルは、プリント速度、構造強度、フィラメント消費量、さらにはプリントされたオブジェクトの外観にも影響を与えます。 エキスパートモードが選択されている場合にのみ、一部のオプションが表示されます。 充填密度 ほとんどのモデルは10-15%のインフィルでプリントできます。モデルの上部が徐々に閉じていく場合は、中空(0%インフィル)でプリントすることもできますが、一般的にはお勧めしません。モデルをより重くしたい場合や、圧縮抵抗や剛性を高めたい場合は、インフィルを増やすことができます。30%以上のインフィルが必要になることはめったにありません。最後に、100%インフィルでモデルをプリントすることもでき、その場合インフィルパターンは強制的に直線的になります。ただし、100%インフィルはプリントされたオブジェクトの外観に悪影響を与える可能性があることに注意してください。 モデルの強度を上げるモデルの強度は主に外周の数(インフィルではない)によって決まります。より強いプリントを得たい場合は、外周の数を増やしてください。ただし、インフィルは圧縮抵抗を高めるのに役立ちます。 充填パターン PrusaSlicerは多くのインフィルパターンを提供しています…
エキスパートモードを選択したときのみ表示されるオプションもあります。 スカート スカートは、プリントベッド上のすべてのモデルのアウトラインをプリントしたものです。これはどのモデルよりも先にプリントされ、その目的は主にノズルを通るフィラメントの流れを安定させることにあります。 スカートは、プリントベッドに最初のレイヤーが付着しているかどうかを確認するのにも便利です。モデルよりも先にプリントされるので、最初のレイヤーがうまく接着していなかったり、ノズルに押されすぎているのを確認したら、すぐにライブZアジャストを変更することができます。 ループ…
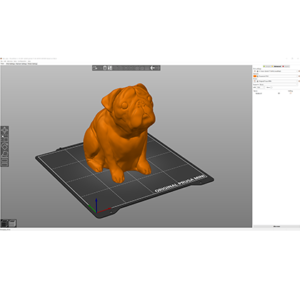
初めてPrusaSlicerを使用してプリント用のgcodeまたはbgcodeを生成する場合、以下の手順に従ってください。 利用可能な機能の詳細については、リンクをクリックしてください。 以下の画像は古いPrusaSlicerバージョンのものかもしれませんが、インターフェースが異なっていても機能は同じです。 モデルのインポート まず、モデルをインポートする必要があります。PrusaSlicerウィンドウに直接ドラッグアンドドロップするか、上部ツールバーの追加ボタンを使用するか、ファイル…
PrusaSlicerがSimple modeのときは、このオプションは使用できません。 プリントするとき、最初の層は加熱されたプリントベッドに押し付けられ、その結果、通常より少し広くなってしまいます。 たいていのオブジェクトにとっては問題にはならないかもしれません。しかし、正確な寸法が必要なものや、非常に厳しい公差で組み合わされるものがある場合、問題になることがあります。 エレファント・フット現象の補正を行わない場合、1層目の幅が想定より広くなることがあります。 エレファント・フット現象の補正 このわずかなエッジをサンドペーパーで削るなどする代わりに、最初のレイヤーのスケールを調整し、シュリンクさせるようにします。 Print…
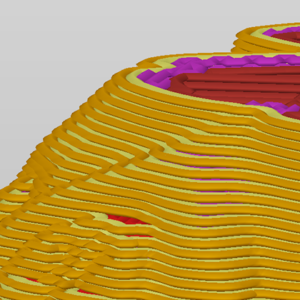
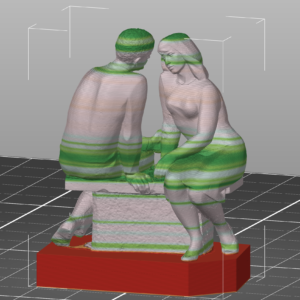
PrusaSlicerを使用すると、モデルの異なる領域を異なるレオやー高さでプリントするように定義し、それらの間の遷移を自動的にスムーズにすることができます。これにより、プリント品質をほとんど犠牲にすることなく、プリント時間を大幅に短縮することができます。 可変層高さは、自動的または手動で設定することができ、両方のワークフローを組み合わせることもできます。 可変レイヤー高さの設定 まず、3Dビューでモデルを選択します。その後、上部ツールバーで可変層高さツールが利用可能になります。これを有効にすると、個々の層によって作成される輪郭線のリアルタイムプレビューが表示されます。右下隅に新しいウィンドウが表示され、3Dビューの右側に新しいパネルが表示されます。 アダプティブ 品質/速度設定に応じて層プロファイルを計算します。 品質/速度 このスライダーを動かすことで、小さな層と高い層の比率を変更できます。アダプティブボタンを押すと、新しい可変層高さプロファイルが表示されます。 スムーズ 名前が示すように、これは可変層高さプロファイルをスムーズにします。半径を大きくすると、曲線がよりスムーズになります。このボタンを繰り返し押すことで、さらにスムーズな結果を得ることができます。 最小値を保持 有効にすると、最小層高さ(緑色)はスムーズ化されず、最小値のままになります。 リセット 可変層高さの設定(自動および手動の変更の両方)をリセットします。 自動可変レイヤー高さの結果を手動で編集することができます。また、自動ステップを完全にスキップして、すべてを手動で設定することもできます。 可変層高さパネル(右側)にマウスを合わせると、影響を受けるモデルの部分が黄色でハイライトされます。 左マウスボタン…