Podstawowe informacje
LW PLA to filament, który może pęcznieć podczas drukowania. Ta właściwość przydaje się w wytwarzaniu części, które muszą być lekkie.
Opis
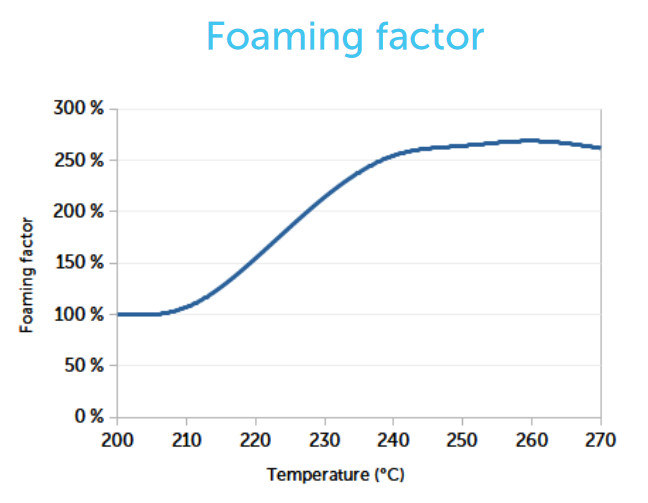
LW PLA (Lightweight PLA, czyli „lekki PLA” lub PolyLight 1.0) to aktywnie spieniający się materiał, który po wydrukowaniu może spęcznieć od 2,3 do 3 razy w stosunku do pierwotnego rozmiaru. Rozszerzalność zależy od temperatury i prędkości druku.
LW PLA może być używany ze standardowymi ustawieniami PLA. Będzie zachowywać się ogólnie jak PLA, poza tyym, że będzie znacznie wyciekać z dyszy.
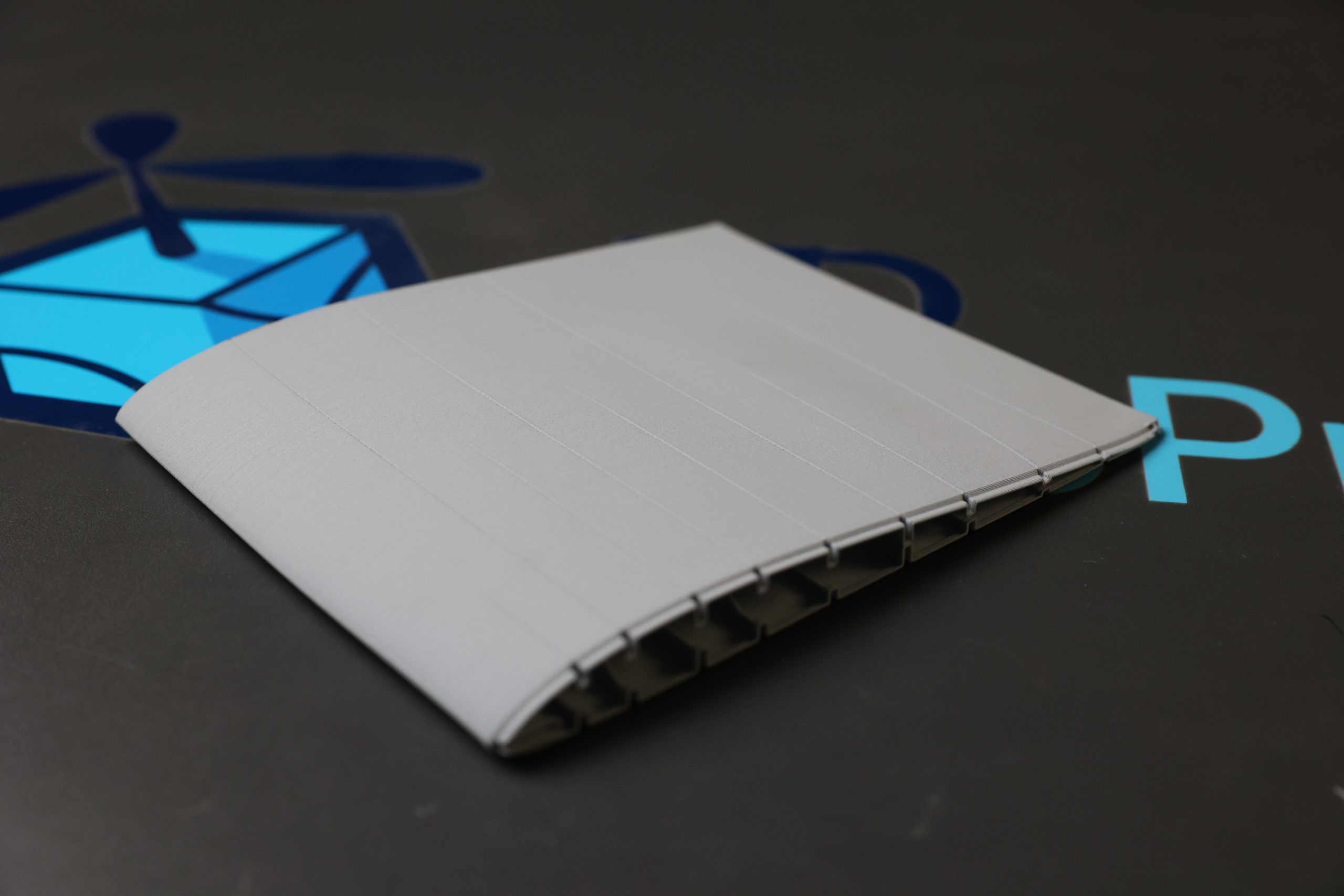
Filament ten jest również przydatny do drukowania modeli o cienkich ściankach i strukturach wewnętrznych, takich jak samoloty 3DLabPrint. Przygotowaliśmy paczkę profili ze wszystkimi niezbędnymi do tego ustawieniami, w tym trybem cięcia "Parzysty-nieparzysty" do naszego PrusaSlicera.
3DLabPrint posiada również ogólną paczkę konfiguracji na swojej stronie.
|
Zalety |
Wady |
|---|---|
|
✔ Waga zmniejszona o 65% |
✖ Mniejsza sztywność od PLA |
|
✔ Objętość zwiększona o 270% |
✖ Niższa temperatura zeszklenia |
|
✔ Opłacalność |
✖ Wyciekanie z dyszy podczas ruchów jałowych |
|
✔ Wysoka przyczepność międzywarstwowa | |
|
✔ Spienianie aktywowane termicznie | |
|
✔ Łatwość łączenia klejem CA | |
|
✔ Mniej widoczne warstwy |
Zastosowanie
Najlepszym zastosowaniem LW PLA są modele wymagające niskiej wagi, takie jak modele samolotów i akcesoria do cosplayu.
Porady dla udanych wydruków
Przykładowe wydruki
 |  |
| Część samolotu 3DLabPrint | Część samolotu 3DLabPrint |