PrusaSlicer pozwala zaplanować zmianę filamentu na określonej warstwie. Można to wykorzystać do drukowania prostych modeli wielokolorowych. Drukarka automatycznie wstrzymuje drukowanie, gdy tylko odczyta zmianę koloru w G-code (komenda M600) i poprosi Cię o kontynuowanie zmiany filamentu.
- Potnij model tak jak zwykle. Podgląd pokaże, jak część zostanie wydrukowana.
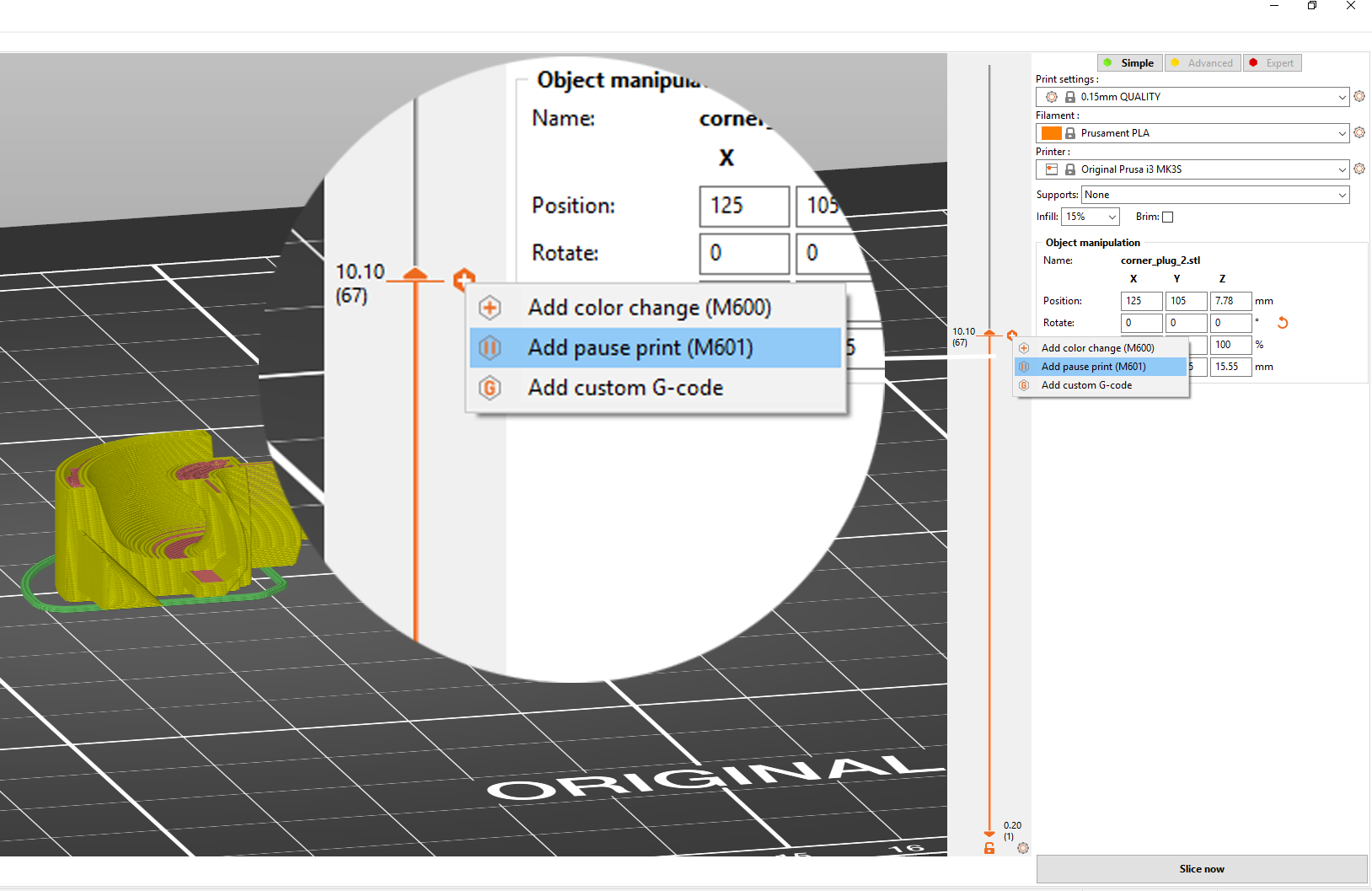
- Po prawej stronie zobaczysz suwak warstw. Przeciągnij suwak w dół, aby wybrać warstwę docelową.
- Kliknij prawym przyciskiem pomarańczową ikonę plusa.
- Wybierz Dodaj pauzę (M601).
- Druk zostanie wstrzymany przed drukowaniem warstwy, na której znajduje się suwak.
- Wprowadź krótki komunikat, który będzie wyświetlany na ekranie drukarki podczas oczekiwania na wznowienie,
- np. “Umieść łożyska w gniazdach i wznów drukowanie”
- Potwierdź dodanie pauzy przyciskiem OK.
Możesz usunąć komendę przez ustawienie suwaka na warstwie, na której się znajduje i kliknięcie lewym przyciskiem na szarą ikonkę z krzyżykiem.
Możesz edytować komunikat pauzy przez kliknięcie prawym przyciskiem na ikonkę z krzyżykiem.
Funkcja wstawiania pauzy i własnego kodu jest dostępna w PrusaSlicer w wersjach 2.2 i nowszych. Żadna z tych funkcji nie działa przy włączonym [id=124589|title=drukowaniu sekwencyjnym.
Funkcja ta nie jest również obsługiwana w starszych wersjach firmware drukarki (w MK3/S/+ wymagane jest firmware 3.9.1 lub nowsze).
Po ponownym pocięciu wydruku z wstawionymi pauzami zostanie wyświetlony szacowany czas do każdej pauzy. Drukarka zasygnalizuje również pauzę sygnałem dźwiękowym.
Dodaj własny G-code na wybranej warstwie
Dodanie własnego kodu przydaje się zaawansowanym użytkownikom podczas tworzenia wydruków kalibracyjnych, np. wieży temperaturowej.
Sprawdź dokładnie, czy dodajesz prawidłowy kod i czy rozumiesz jego działanie. Niektóre kody mogą nadpisać pamięć EEPROM lub spowodować zderzenie dyszy ze stołem.
- Niestandardowy G-code możesz dodać z Podglądu cięcia
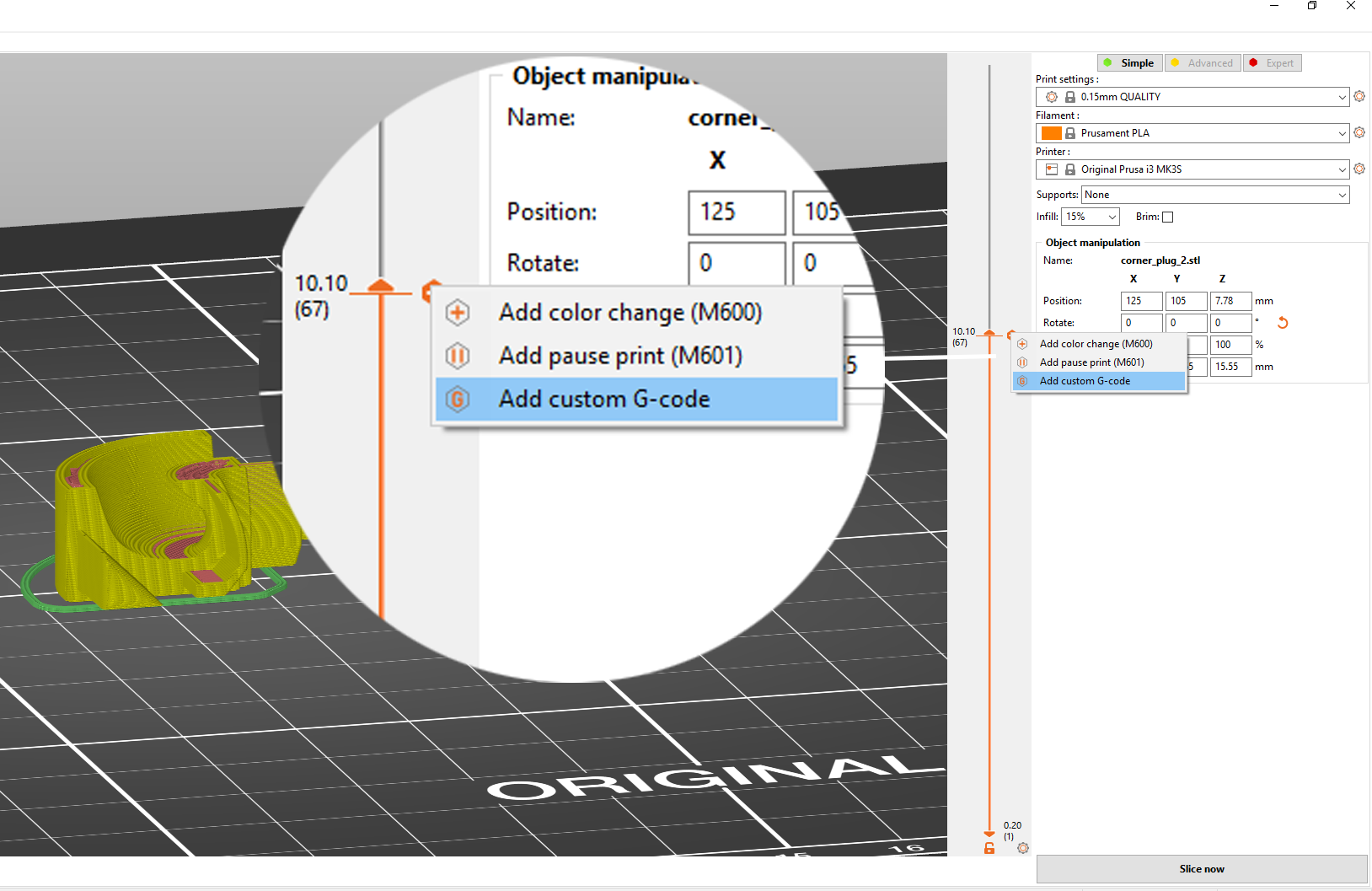
- Przesuń suwak warstw (znajdujący się po prawej) na pożądaną wysokość
- Kliknij prawym przyciskiem na pomarańczową ikonkę z plusem
- Wybierz Dodaj własny G-code
- G-code zostanie dodany przed drukowaniem warstwy, na której znajduje się suwak
- Wpisz G-code w okienko dialogowe. You can add several commands at once, simply press Enter to insert a new line
- Potwierdź naciskając OK
Możesz usunąć komendę przez ustawienie suwaka na warstwie, na której się znajduje i kliknięcie lewym przyciskiem na szarą ikonkę z krzyżykiem.
Możesz edytować kod przez kliknięcie prawym przyciskiem na ikonkę z krzyżykiem.
Najczęściej używane komendy G-code
M104 - Ustaw temperaturę hotendu
M104 S260 ; ustaw temperaturę hotendu na 260 stopni
Możesz użyć tej komendy do stworzenia wieży temperatur, zmieniając temperaturę na wybranych warstwach.
M109 - Zaczekaj na osiągnięcie temperatury przez hotend
M109 S260 ; poczekaj, aż hotend osiągnie 260 stopni przed przejściem dalej
Jeśli temperatura zostanie zadana z literą "S", to M109 czeka tylko podczas nagrzewania. Jeśli temperatura zostanie zadana z literą "R", to M109 będzie czekać również na schłodzenie.