K odbrušování filamentu, které je doprovázeno "mlaskavými" nebo "skřípavými" zvuky vycházejícími z extruderu, obvykle dochází, když nejsou ozubená kolečka extruderu schopna vytlačit filament dál směrem k trysce. Jednou za čas kolečka obrousí filament tak, že jej nadále už nejsou schopny uchopit.
Mlaskavý zvuk znamená, že krokový motor 3D tiskárny musel znenadání vyvinout více síly, než je přednastaveno a vrací se zpět o jeden či dva kroky (přeskakuje), aby si odlehčil. Problém může být mechanické, elektrické či softwarové povahy, nebo může jít o zaseknutý/ucpaný hotend. Může také jít o kombinaci těchto příčin.
Možné příčiny
Slicování
Naslicujte model za použití nejnovější verze PrusaSliceru a jeho předvolby filamentů. Zkontrolujte, zda není 3D model poškozený nebo nedokončený.
Pokuste se zvýšit teplotu hotendu (Nastavení filamentu -> Filament -> Teplota °C) o 5 - 15 °C. Je důležité se ujistit, že je teplota přizpůsobena tištěnému filamentu. Nastavení si můžete ověřit v naší Rozsáhlé tabulce materiálů.
Kalibrace první vrstvy
Pokud je nastavena kalibrace první vrstvy příliš blízko podložce, může to způsobit ucpávání hotendu. Ujistěte se, že máte vše nastaveno tak akorát, jako je instruováno v článku Kalibrace první vrstvy (i3) a Kalibrace první vrstvy (MINI/MINI+).
Napětí v idleru
Ujistěte se, že je idler extruderu správně utažen. Pokud jsou šroubky na idleru extruderu příliš utažené, ozubená kolečka extruderu nebudou vytlačovat filament tak, jak by měly. Zkuste šroubky idleru extruderu (s pružinou) uvolnit nebo utáhnout. Jejich vzájemné utažení musí být adekvátní (ne příliš utažené ani volné). Informace o tom, jak by měla tiskárna vypadat, naleznete v Napětí přítlačného šroubku.
Zarovnání koleček jednotky
Opětovně zkontrolujte zarovnání obou koleček extruderu. Obě musí být zarovnány s otevřeným prostorem nahoře a s PTFE trubičkou dole tak, aby mohla správně vkládat filament do hotendu. Ujistěte se, že je kolečko na komoře motoru extruderu utažené šroubem proti ploché části osy motoru.
Pro další informace týkající se MK2.5/S a MK3/S/+ se podívejte na Kontrola/vyrovnání podávacích koleček (MK3.5/S, MK3S/+, MK2.5S) nebo tento článek pro tiskárnu Original Prusa MINI/MINI+.
Špinavá kolečka extruderu
- Ujistěte se, že jsou kolečka extruderu zbavena jakéhokoliv zbylého plastu. Plast můžete vyčistit ostrým rohem kleštiček nebo odolným špendlíkem.
- Ujistěte se, že se kolečka mohou volně otáčet.
- Zkontrolujte, jestli jsou kolečka motoru zarovnána a utažena šroubem proti ploché části jeho osy.
Pro další informace týkající se MK2.5/S a MK3/S/+ se podívejte na Kontrola/vyrovnání podávacích koleček (MK3.5/S, MK3S/+, MK2.5S) nebo tento článek pro tiskárnu Original Prusa MINI/MINI+.
Zaseknutá PTFE trubička
Při kontrole koleček extruderu zkontrolujte PTFE trubičku a ujistěte se, že neobsahuje zbytky, které by jí mohly bránit ve správném vkládání filamentu. Pro kontrolu PTFE trubičky, otevřete dvířka idleru extruderu. Pro více inforamcí se prosím podívejte na Ruční odstranění vlákna z extruderu.
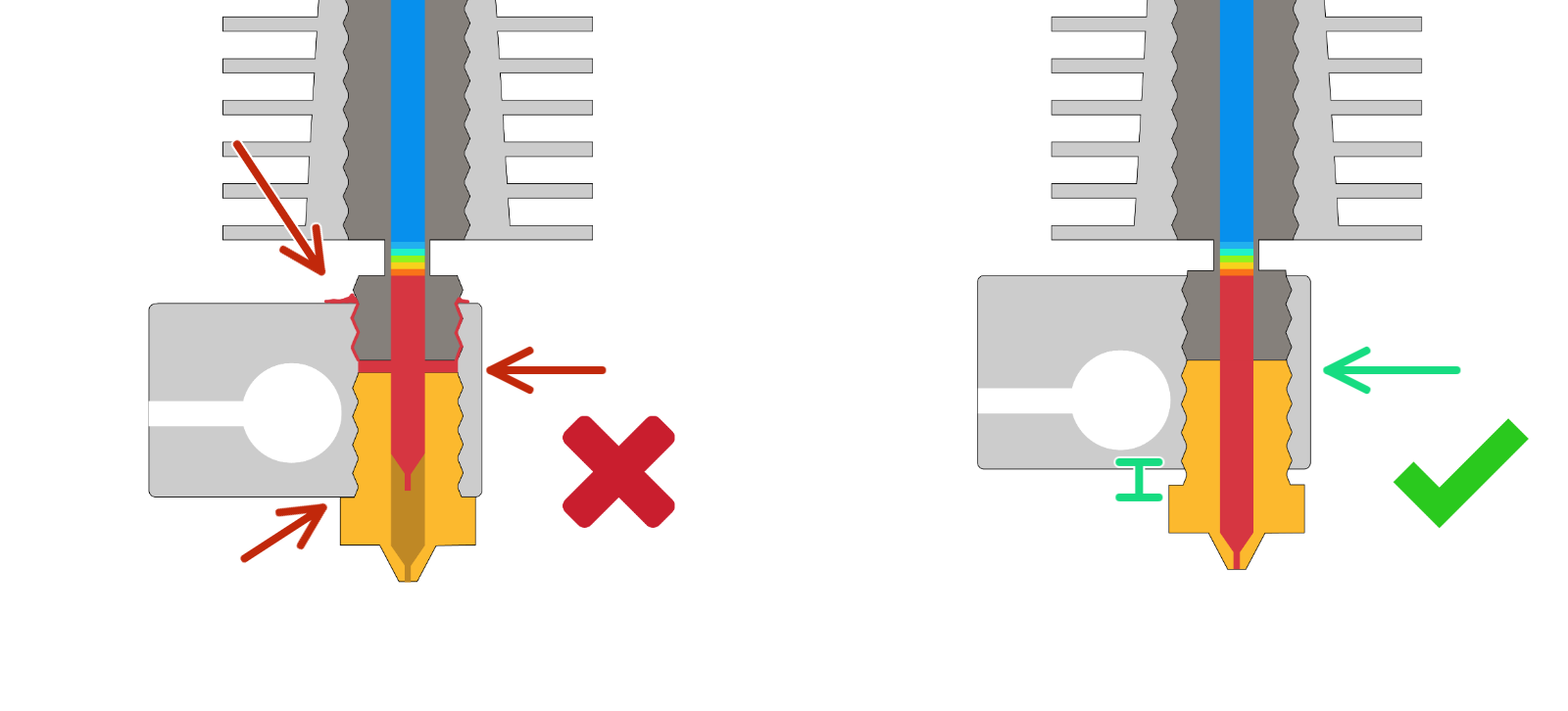
Montáž hotendu
Ujistěte se, že je tryska správně zapojena do topného bloku:
- Podívejte se, jestli nejsou topný blok a tryska zkřivené.
- Jestli je mezi hlavou trysky a topným blokem mezera 0,5 mm - jak to má správně být?
Ucpaný hotend
Postupujte podle tohoto článku k vyčištění hotendu, který může být ucpaný. Pokud se vám hotend vyčistit nepodaří, budete jej muset vyjmout z extruderu, kompletně rozebrat, pečlivě vyčistit a navíc nanést teplovodivou pastu na heatbeak předtím, než hotend opět sestavíte dohromady.