Der Extrusionsmultiplikator ermöglicht die Feinabstimmung der Extrusionsdurchflussrate - einfach beschrieben als wie viel Filament aus der Düse kommt. Mit anderen Worten, die Einstellung Extrusionsmultiplikator im PrusaSlicer und die Einstellung Durchflussrate in der Drucker-Firmware sind zwei Möglichkeiten, die gleiche Sache einzustellen, wobei jedoch die Einstellung einer dieser beiden Einstellungen den Wert der anderen nicht beeinflusst.
Dieses Verfahren ist nicht notwendig, wenn ein neuer Drucker aus der Fabrik kommt, sondern gilt vielmehr für spezifische Anwendungen und Filamente. Der ideale Wert ist für jeden Materialtyp und jede Farbe unterschiedlich. Er kann sogar von Spule zu Spule unterschiedlich sein. Bedenken Sie dies, wenn Sie häufig den Typ und die Marke des Filaments wechseln oder billige No-Name-Marken verwenden.
Wie man ein Problem erkennt
Diese Kalibrierung wird verwendet, um zwei häufige Probleme zu beheben:
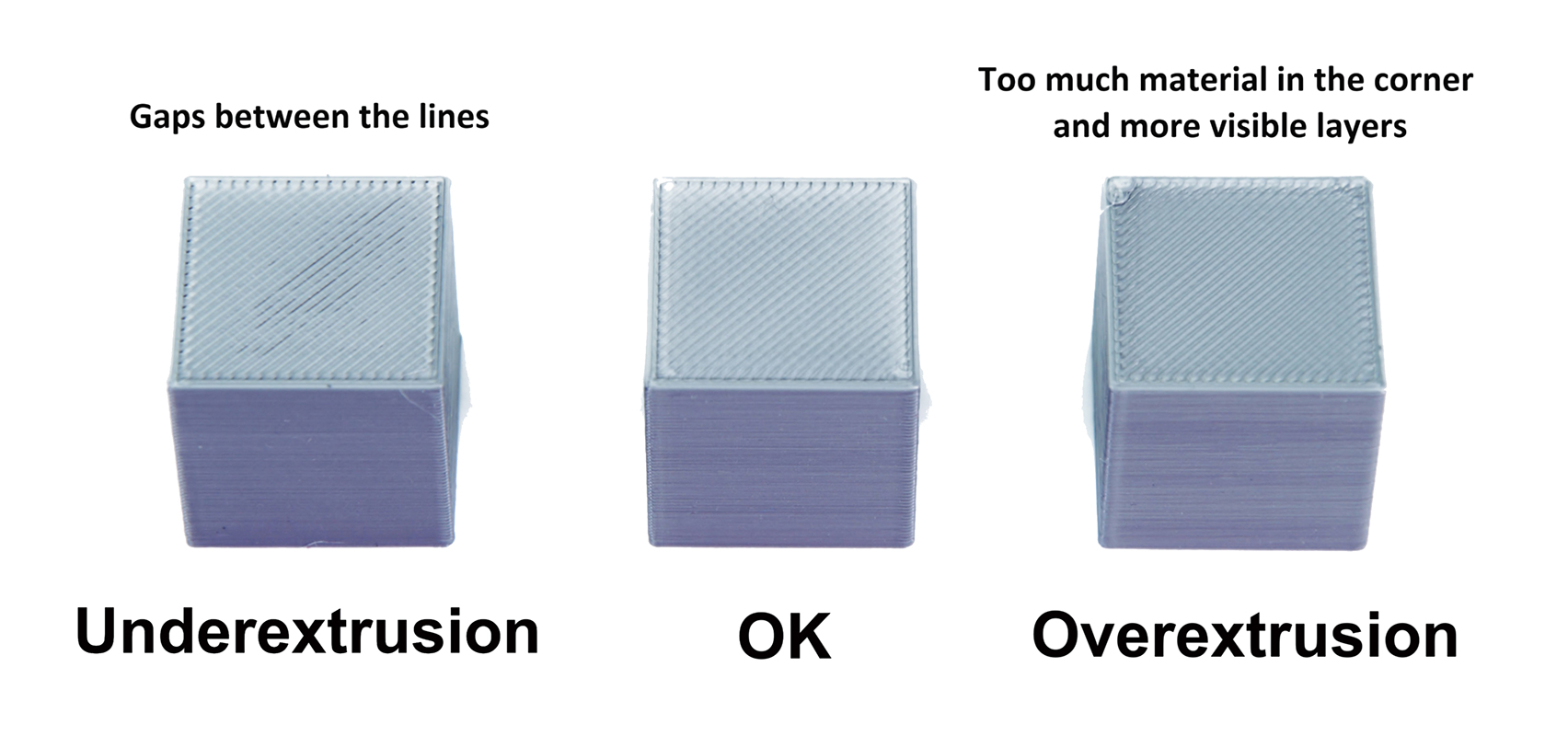
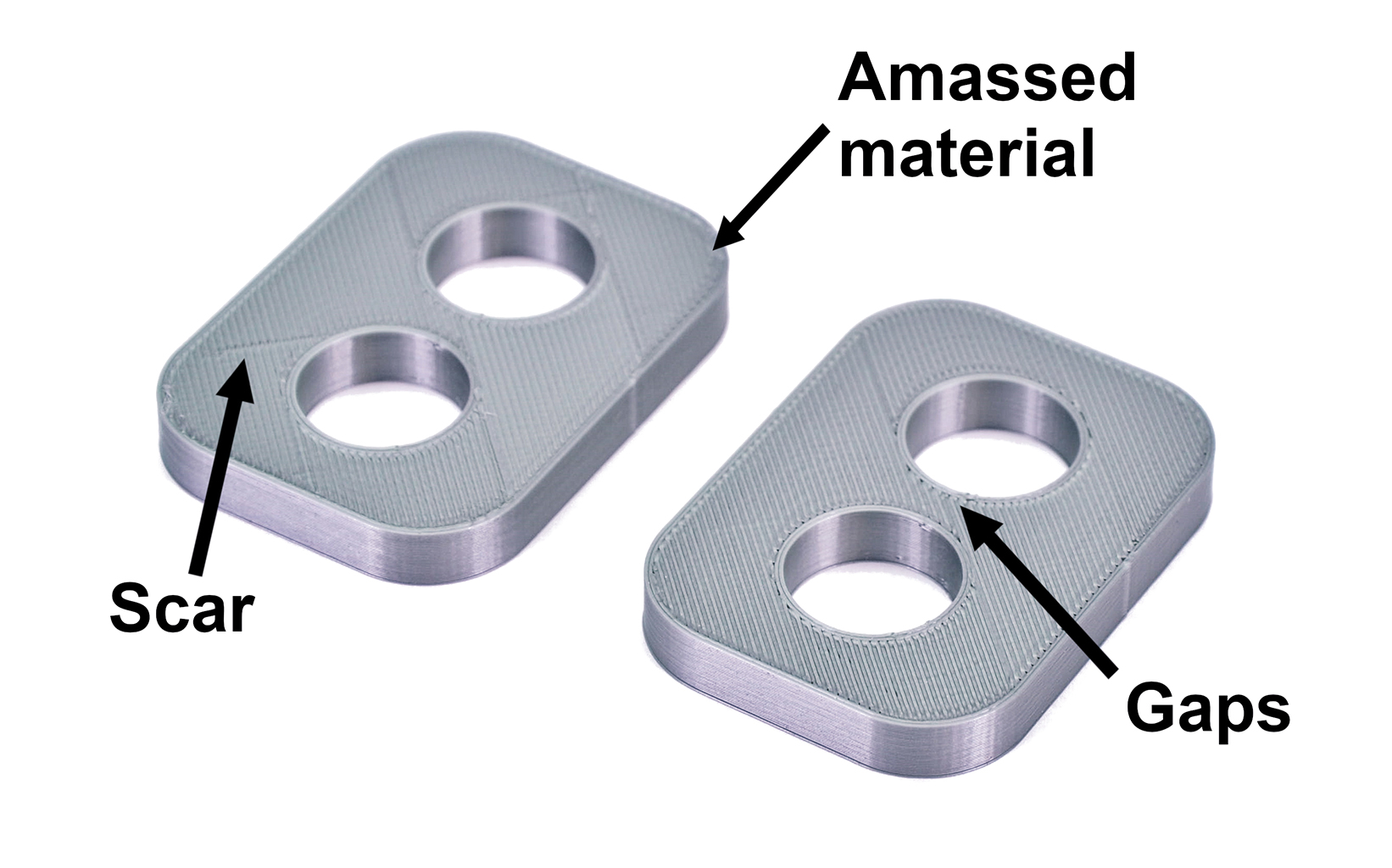
- Überextrusion - Es wird zu viel Material extrudiert (zu hoher Fluss). Es verursacht Narbenbildung in den unteren Schichten und unnötige Materialanhäufung in den oberen Schichten.
- Unterextrusion - Es wird nicht genug Material extrudiert (zu geringer Fluss). Dies verursacht kleine Lücken, die zwischen den Schichtlinien oder dem Umfang entstehen.
Überextrusion ist ein häufiges Problem bei vielen Filamentmarken. Besonders problematisch ist es, wenn man versucht, zwei Teile des Modells zu verkleben. Wenn die obere Schicht überextrudiert wird, erhalten Sie am Ende eine unebene Oberfläche, die eine nahtlose Verbindung zwischen den beiden Teilen verhindert.
Wie man die Kalibrierung durchführt
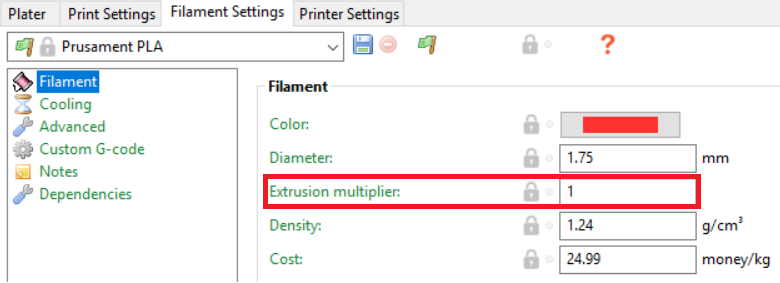
Navigieren Sie im PrusaSlicer zu Filament-Einstellungen und suchen Sie nach Extrusionsmultiplikator. Die Standardeinstellung (für PLA) ist 1, dieser Wert stellt einen Prozentsatz dar, 1 = 100%, 0,95 = 95% usw. Normalerweise können die eingestellten Werte zwischen 0,9 und 1,1 liegen. Um ihn anzupassen, überschreiben Sie einfach den Wert.
Gehen Sie im Druckermenü während eines Druckvorgangs zum Menü Feineinstellung und wählen Sie Durchfluss. Auch hier können die üblichen Werte zwischen 90 und 110 liegen, was aber nicht bedeutet, dass Sie nicht darüber oder darunter gehen können.
Welche Methode soll ich verwenden?
Es gibt zwei Methoden, die Sie zur Kalibrierung des Extrusionsmultiplikators verwenden können, und wir werden beide in diesem Artikel behandeln:
- Präzise Methode - unter Verwendung von Präzisionswerkzeugen wie Messschiebern oder Mikrometern.
- Visuelle Methode - eine einfache Methode, die auf der Beobachtung der visuellen Eigenschaften Ihrer Modelle basiert.
Die Wahl der Methode hängt ganz von Ihren Präferenzen ab; am Ende führen beide zu ähnlichen Ergebnissen. Selbst die visuelle Methode ermöglicht Ihnen perfekt passende Teile mit glatten & flachen Deckschichten.
Präzise Methode
- Düsengröße = 0,4
- Extrusionsbreite = 0,45
- Grundmaterialien (PLA, ABS, PETG) Extrusionsmultiplikator = 1
Wenn Sie den Drucker mit einer größeren/kleineren Düse oder Schichthöhen über 0,2 kalibrieren möchten, müssen Sie diese Werte ebenfalls anpassen.
- Download des Präzisions-Methodenwürfels STL.
- Slicen Sie es mit dem Vasenmodus und Ihrer meistgenutzten Ebenenhöhe und drucken Sie es aus. Sie finden den Vasenmodus (Druckeinstellungen → Schichten und Umfänge → Spiralvasenmodus).
- Führen Sie drei oder mehr Messungen in der Mitte jeder Wand durch und berechnen Sie die durchschnittliche Gesamtdicke.
- Berechnen Sie den Extrusionsmultiplikator unter Verwendung der folgenden Formel: Extrusionsmultiplikator = (Extrusionsbreite (0,45) / Durchschnittlich gemessene Wanddicke).
- Justieren Sie den Extrusionsmultiplikator in den Filament Einstellungen → Filament
- Drucken Sie den Würfel mit den neuen Einstellungen erneut aus und gehen Sie gegebenenfalls zu Schritt 3 zurück.

Visuelle Methode
Diese Methode erfordert keine Werkzeuge, nur Ihre Sicht. Es geht darum, sicherzustellen, dass Ihre oberen Schichten glatt, glänzend und ohne Narben oder Filamentansammlungen in der Nähe der Ränder sind.
- Download des Visual Method Cube.stl.
- Slicen Sie ihn unter Verwendung der Prusa-PLA-Standardvorgaben auf 0,20 mm Schichthöhe und drucken Sie ihn.
- Untersuchen Sie die oberste Schicht Ihres Würfels visuell und mit der Fingerspitze.
- Wenn die Oberseite unterextrudiert oder nicht glatt ist, dann stellen Sie den Extrusionsmultiplikator entsprechend um 1-2% neu ein.
- Wiederholen Sie die obigen Schritte so lange wie nötig.
Wenn es zu viel Material in der Nähe der Ränder gibt, verringern Sie den Wert des Extrusionsmultiplikators.

Wenn es sichtbare Lücken zwischen Schichtlinien gibt, vergrößern Sie den Extrusionsmultiplikatorwert. (Mikroskopische Lücken in der Nähe der Perimeter sind OK.)

4 Kommentare
Wie kann ich den Durchmesser der Löcher vergrößer ohne gleich das ganze Objekt mit zu vergrößern ?