Une buse bouchée est un problème possible pour les imprimantes FFF/FDM. S'il n'y a pas de problème, le filament est poussé dans la hotend, fondu, puis extrudé par la buse. Cependant, si la buse est endommagée ou s'il y a des impuretés dans le filament, il peut se coincer dans la hotend, bouchant l'imprimante.
Comment repérer une buse bouchée ?
Vérification visuelle
- Le filament atteint-il la buse ? Vérifiez si le filament dépasse l'engrenage du Nextruder.
- Le filament sort-il de la buse ? Faites attention lors du chargement du filament.
- Bouchon partiel - trous et couches manquantes
- Bouchon partiel - le filament s'enroule et colle à la buse
Vérification sonore
Vérifiez s'il y a des bruits de cliquetis provenant de l'extrudeur
- S'il y a un bruit de cliquetis fort, cela suggère très probablement que la buse est bouchée ou déformée
- S'il y a un léger bruit de cliquetis, cela peut très probablement vous orienter vers l'engrenage
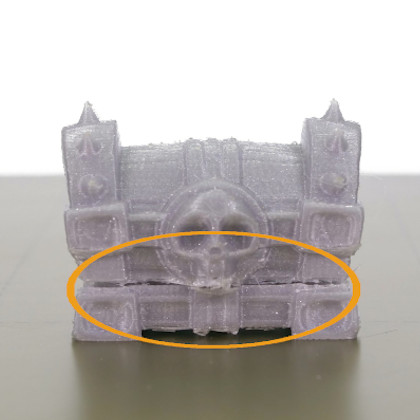
Bouchon partiel
Parfois, le bouchon est partiel, ce qui signifie que l'imprimante est capable de faire passer du filament, mais cela ne suffit pas pour imprimer correctement l'objet, ce qui entraîne des trous visibles et des couches manquantes. Un signe précoce d'une buse obstruée est que le filament n'est pas extrudé de manière régulière, s'enroule et colle à la buse.
Clic de l'extrudeur
La hotend ou la buse est partiellement ou totalement obstruée et la résistance interne contre l'écoulement du filament est supérieure à ce que les engrenages sont capables de pousser. En conséquence, les engrenages sautent, entraînant le bruit de "clic" et, dans la plupart des scénarios, également le broyage du filament.
Comment réparer l'imprimante bouchée ?
Le choix de la bonne méthode dépend de si vous êtes en mesure de charger/décharger au moins partiellement le filament ou si l'imprimante est complètement bloquée et refuse même de déplacer un peu le filament.
Avant de commencer à réparer l'imprimante, essayez de décharger le filament et de le retirer complètement. Si vous ne parvenez pas à le faire, cela peut indiquer un problème plus grave, mais nous traiterons également celui-ci.
Déplacez également l'extrudeur vers le haut via le Menu LCD -> Réglages -> Déplacer l'axe -> Axe Z ou en appuyant longuement sur le bouton rotatif de l'écran LCD. Vous aurez ainsi un meilleur accès aux parties qui sont bouchées.
Vis de l'idler de l'extrudeur
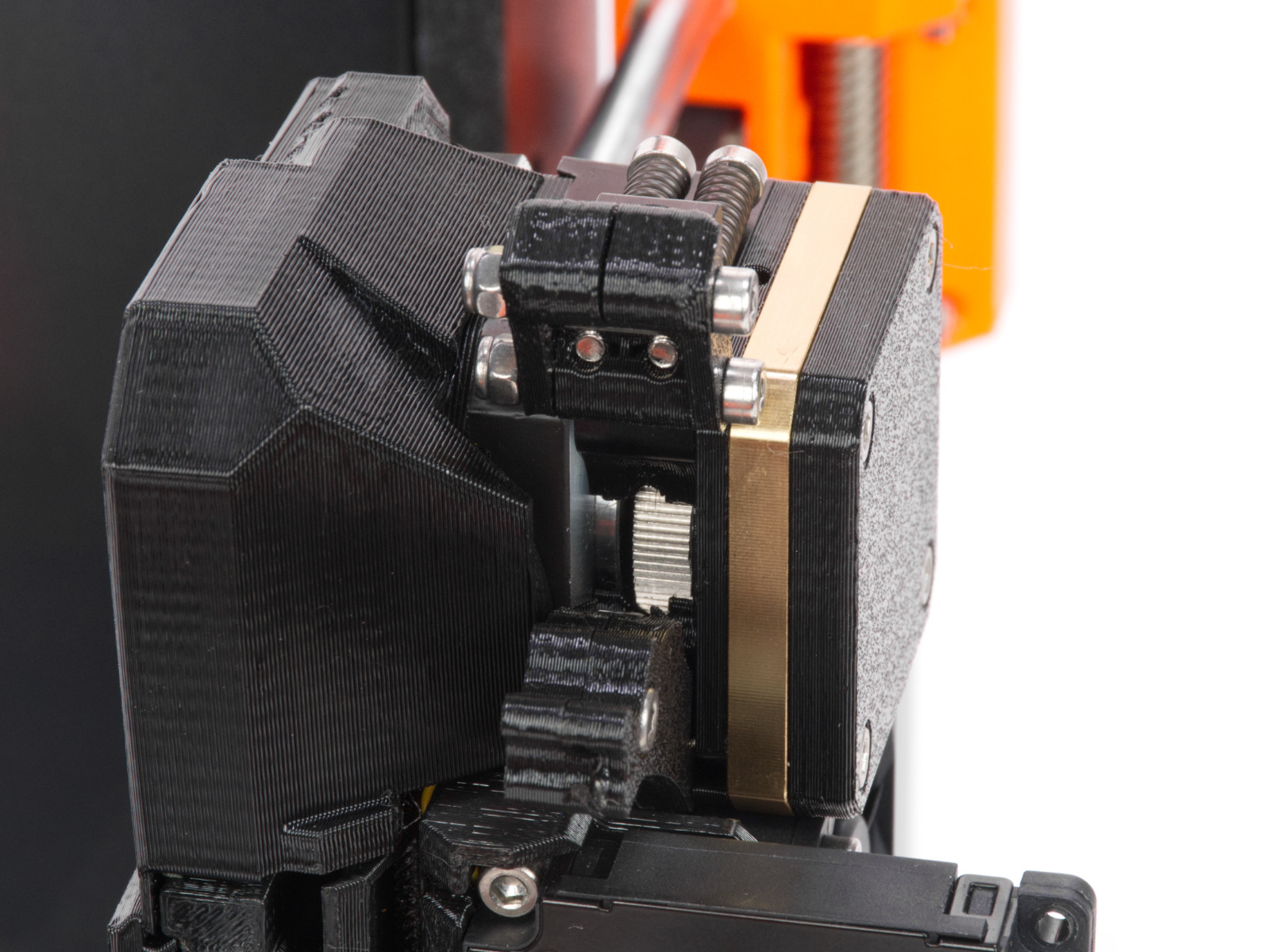
L'extrudeur comprend deux vis de tension de l'idler pour régler la bonne distance entre l'engrenage d'entraînement et les deux engrenages entraînés. Ceux-ci sont réglés à la position optimale en usine.
En cas d'intervention sur cette pièce, vous pouvez ajuster les vis de tension de l'idler à leur position optimale : les extrémités des vis doivent être alignées avec la surface avant de l'Idler Nut.
Lors de cette vérification, si le filament s'est cassé, observez la zone près du réducteur et le haut du tube de la buse pour déterminer si un filament dépasse du tube. S'il est présent, envisagez de passer directement à la technique décrite dans le paragraphe Retirer le filament avec une pince.
 |  |
Engrenages
Au fil du temps, un dépôt de débris de filaments peut se former dans les rainures de l'engrenage d'alimentation, ce qui provoque alors une extrusion insuffisante des filaments. Accédez à l'extrudeur en soulevant l'Idler Nut, puis en déplaçant l'Idle Shaft. Vous pouvez souffler la saleté avec de l'air comprimé ou utiliser une brosse en laiton ou un cure-dent ordinaire. Utilisez le trou d'accès sur le côté de l'extrudeur.
Vérifiez le moteur du Nextruder
Cette procédure implique le démontage du réducteur.
Sur la XL, assurez-vous que la version du firmware est 6.4.0 ou version ultérieure, pour avoir accès à la procédure nécessaire d'alignement du réducteur depuis le menu de l'imprimante. D'autres imprimantes dotées du Nextruder proposent cette procédure sur toutes les versions du firmware.
Assurez-vous que l'imprimante est froide et éteinte et que vous avez le PG-assembly-adapter avant de poursuivre avec la procédure suivante. Si vous ne l'avez pas, vous pouvez l'acheter sur notre boutique en ligne, ou vous pouvez l'imprimer à l'aide des fichiers ci-dessous, selon l'imprimante que vous utiliserez.
Ce composant est utile lors du remontage du réducteur, notamment si vous ne parvenez pas à retirer le capot et la boîte de vitesses d'un seul tenant.
Page de la boutique en ligne du PG-assembly-adapter
PG-assembly-adapter imprimé avec les CORE One, MK4/S, MK3.9/S, XL
PG-assembly-adapter imprimé avec les MK3/S/+, MK3.5/S
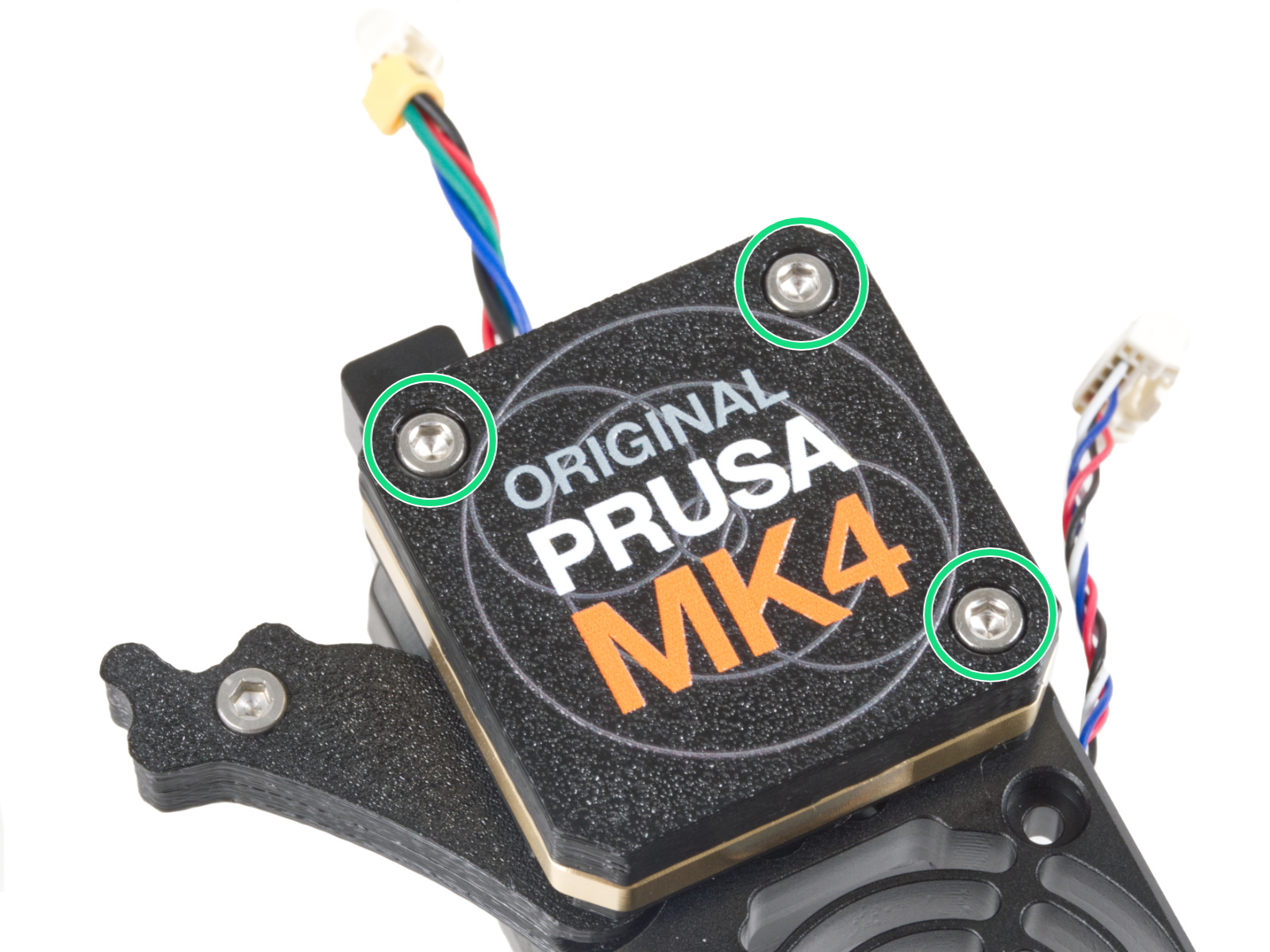
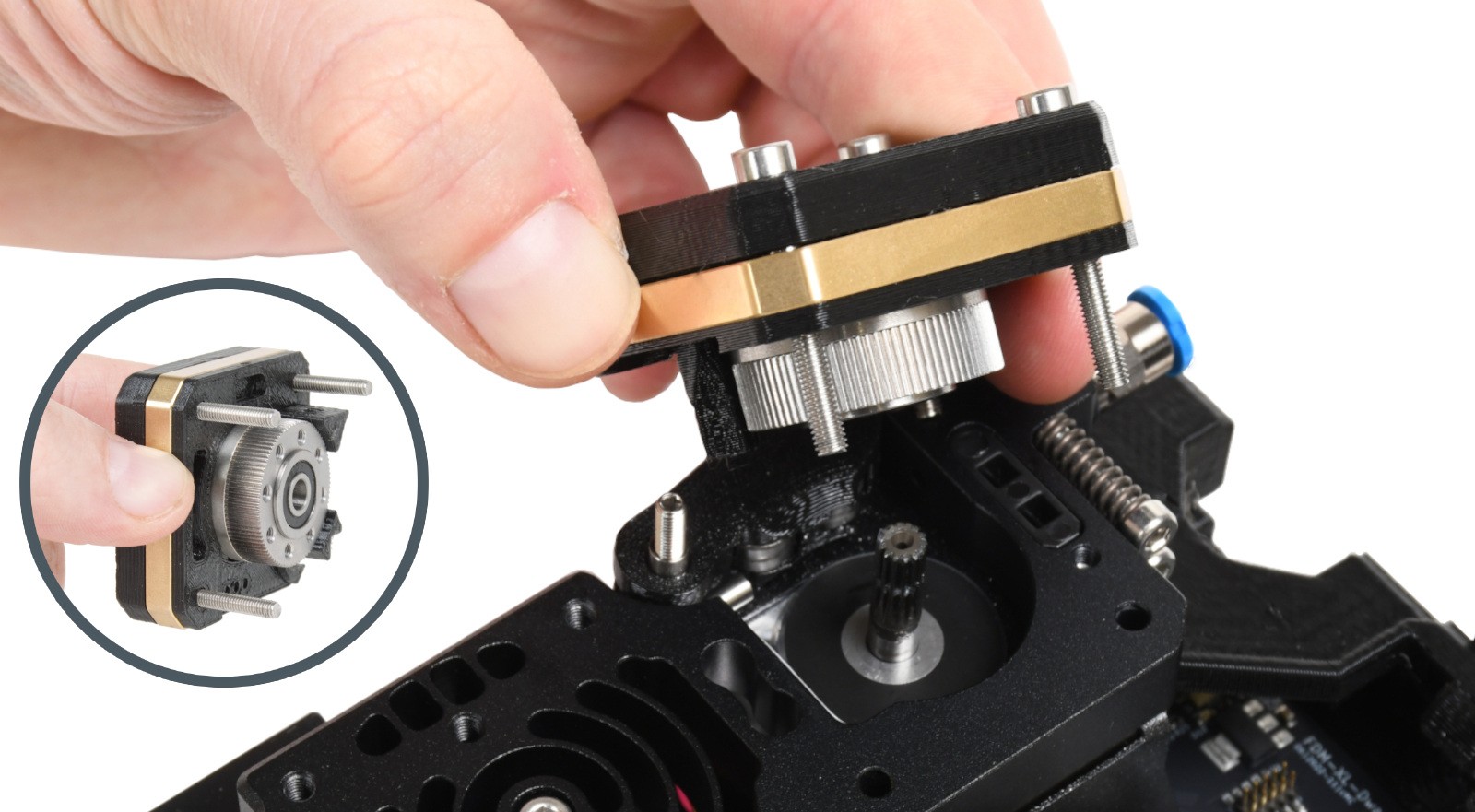
Retirez le PG-case, ainsi que le PG-ring, le réducteur et la plaque principale. Retirez toutes ces pièces en un seul morceau.
Faites tourner manuellement l'arbre du moteur du Nextruder avec vos doigts. Évaluez la résistance : l’arbre doit tourner relativement facilement, avec une résistance légère mais uniforme.
Si vous ressentez une forte résistance, un blocage ou une sensation de grincement, il se peut que des débris soient coincés profondément dans les dents du réducteur, qu'un engrenage soit usé ou qu'il y ait un défaut mécanique dans le moteur.
 |  |
 |  |
Lors du remontage, réassemblez le bloc avec le PG-case, le PG-ring, le réducteur et la plaque principale.
Ensuite, effectuez l'alignement du réducteur en suivant la procédure de l'article dédié à l'alignement du réducteur.
Procédures nécessitant la chauffe de la buse
Pour les procédures suivantes qui nécessitent la chauffe de la buse, chauffez la buse uniquement à l'aide du menu de l'imprimante. Ne chauffez pas la buse à l'aide d'une source de chaleur externe, car cela pourrait l'endommager.
Aiguille d'acupuncture (hors buse High Flow - haut débit)
- Chauffez la buse à la température appropriée en fonction du matériau du filament à partir duquel vous allez imprimer. Commencez par introduire le filament, puis insérez une aiguille d'acupuncture (inclus dans le paquet) ou un fil fin (0,3-0,35 mm) dans la buse par le bas jusqu'à une profondeur d'environ 1-2 cm. Utilisez des gants de protection si le matériau commence soudainement à s'écouler de la buse.
- Sélectionnez l'option Charger le Filament dans le menu LCD et vérifiez que la buse pousse réellement le filament.
- Insérez à nouveau le fil ou l'aiguille d'acupuncture dans la buse et répétez l'ensemble de la procédure plusieurs fois. Si le filament est correctement extrudé, la buse est propre.
Introduisez le nouveau filament dans la buse.
Cette procédure s'applique aussi bien aux buses à haut débit qu'aux buses standard.
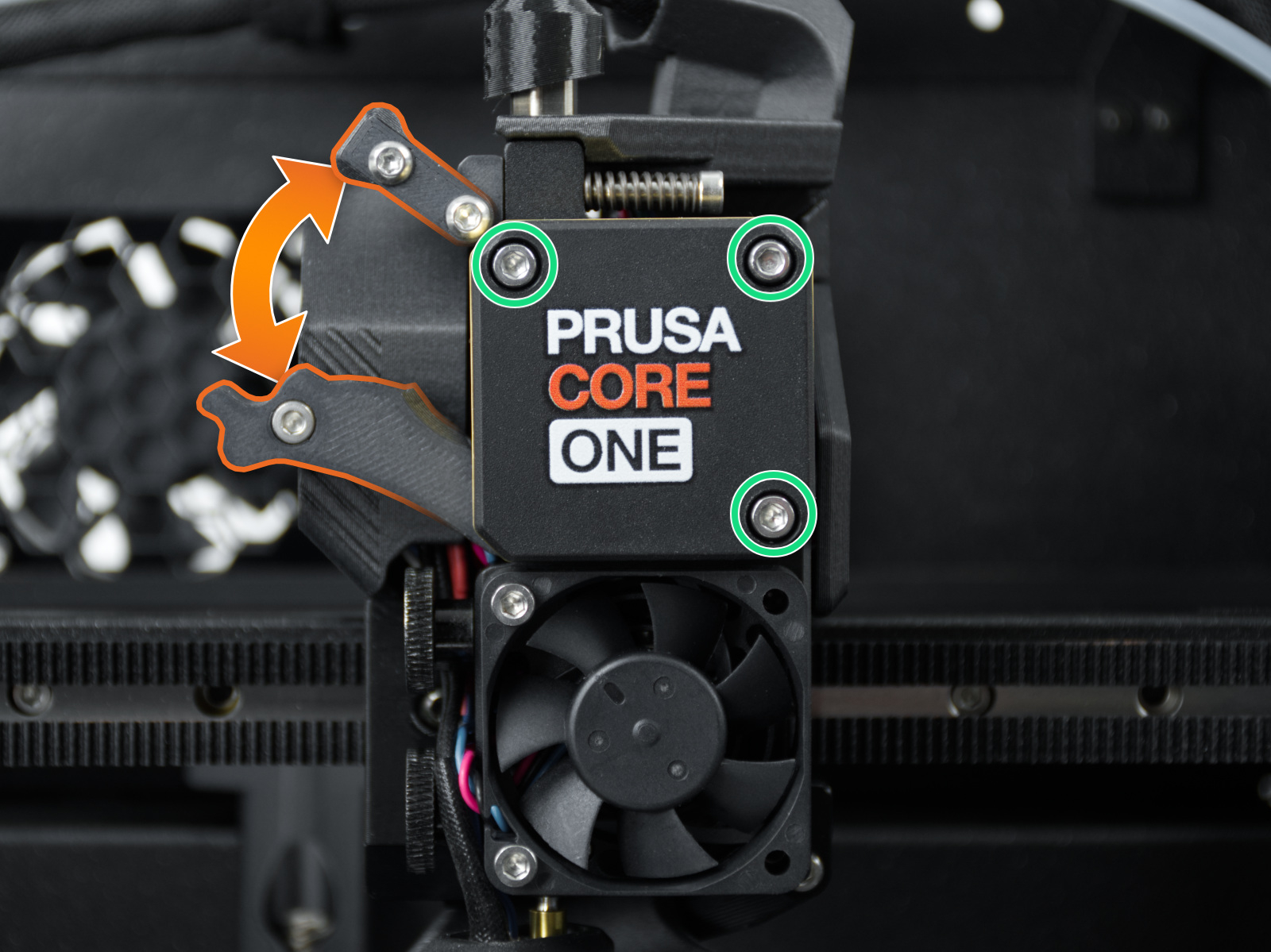
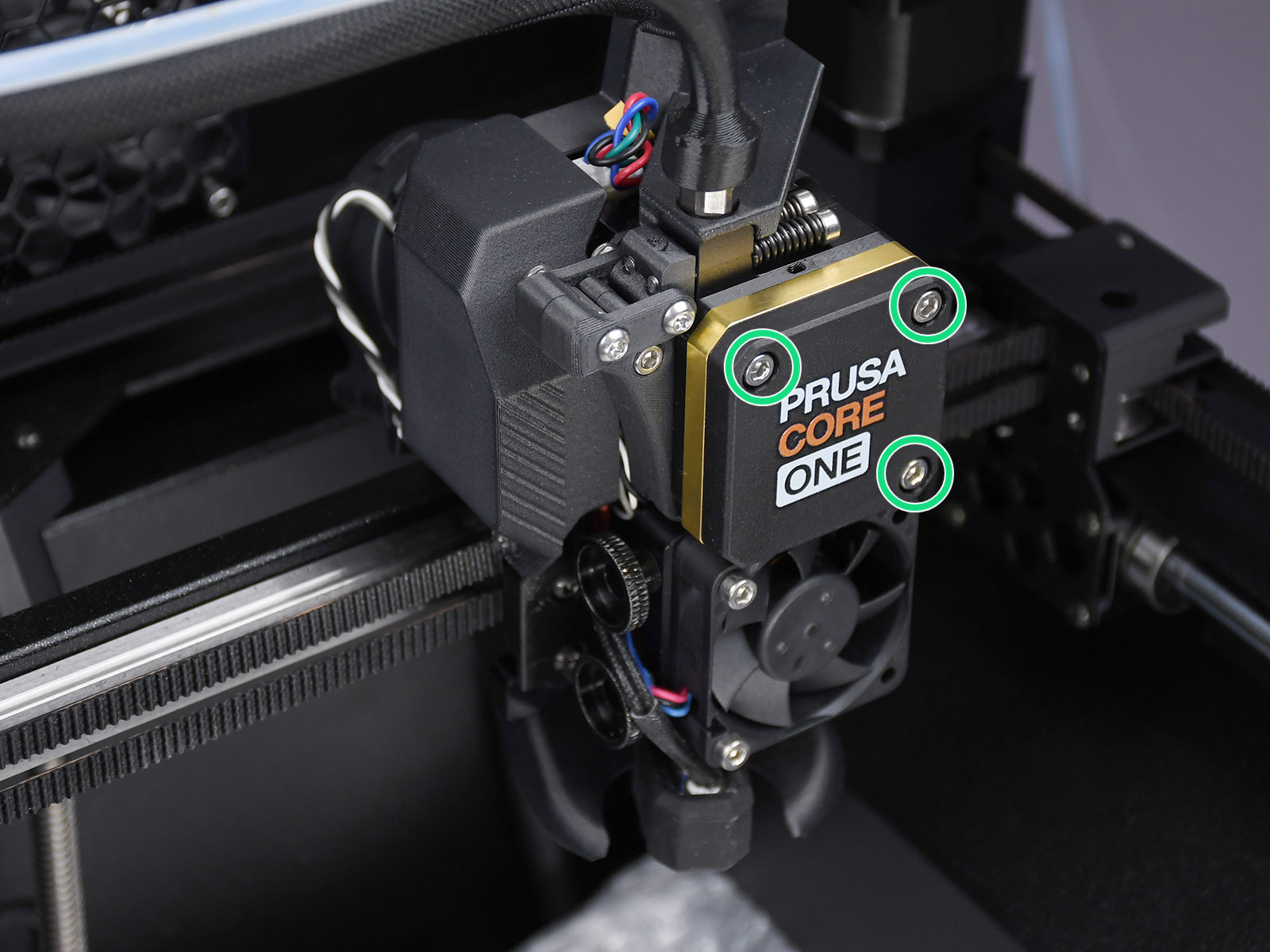
- Ouvrez l'idler de l'extrudeur.
- Accédez à la partie supérieure du Nextruder sur votre imprimante, en retirant tout éventuel raccord.
- Préparez environ 40 cm de filament PLA pour les prochaines étapes.
- Allez dans le Menu LCD -> Contrôle -> Température -> Buse. Réglez la température de la buse à 260°C si vous avez utilisé du PLA ou à 280°C si vous avez utilisé des matériaux à température plus élevée, tels que le PETG ou l'ASA.
- Une fois que la buse a atteint la température requise, attendez 2 minutes. Vérifiez si le filament commence à couler ou à goutter.
- Insérez le nouveau filament dans le Nextruder.
Si le filament coule après les étapes 5 et 6, le bouchon a peut-être été éliminé. Essayez de charger le filament ou d'effectuer des impressions de test pour confirmer cela.
Si le flux de filament n'est pas rétabli après ces étapes, il est fort probable que la buse doive être remplacée, le blocage se situant plus haut que l'extrémité de la buse.
Traction à froid
Une traction à froid est une autre technique qui peut aider à déboucher une buse. Toutefois, si la procédure décrite au paragraphe précédent, "Introduisez le nouveau filament dans la buse' n'a pas permis de rétablir le flux du filament, il est peu probable que la procédure de traction à froid soit réalisable.
Nous recommandons toutefois d'essayer, et en particulier la fonction de traction à froid automatique si elle est disponible sur votre modèle d'imprimante.
- Traction à froid (cold pull) (CORE One, CORE One L)
- Traction à froid (cold pull) (XL, MK4/S, MK3.9/S)
Retirer le filament avec une pince
Si un petit bout de filament est visible au sommet du tube de la buse une fois les composants de l'idler ouverts, cette technique peut s'avérer efficace, même si l'extrémité du filament ne touche pas la buse, car dans ce cas, la technique de poussée du filament ne rétablit pas le flux de filament.
Lorsque la buse atteint 280°C, saisissez fermement le filament avec un pince à bec fin. Tirez/poussez doucement le filament vers le haut, petit à petit, à travers le haut du corps de l'extrudeur, jusqu'à ce qu'il soit complètement retiré du tube de la buse.
Si cette technique réussit, effectuer un traction à froid après cela est recommandé, comme décrit un paragraphe plus haut.
Prévention
Températures ambiantes et de la chambre
Si vous imprimez des matériaux à basse température comme le PLA, le fait de placer votre imprimante dans un espace totalement fermé ou dans une pièce très chaude peut entraîner des problèmes de fluage thermique. La chaleur remonte le long de la hotend, faisant fondre le filament avant qu'il n'atteigne la zone de fusion. Cela provoque le gonflement du filament et le bouchage de l'extrudeur. Selon le modèle d'imprimante utilisé, ouvrez toujours les portes de l'enceinte ou les aérations du capot supérieur lors de l'impression de PLA.
Qualité et humidité du filament
Un filament humide ou dégradé peut gonfler, former des bulles ou créer des poches de vapeur internes, ce qui perturbe la régularité de vos impressions. Si possible, stockez votre filament dans des boîtes sèches avec un dessiccant, comme notre USS Drybox. De plus, les filaments de mauvaise qualité présentent souvent des diamètres irréguliers ou des impuretés qui peuvent bloquer physiquement les engrenages ou la buse du Nextruder.
Adaptez le profil de votre slicer à votre buse (HF vs non-HF)
Vérifiez toujours deux fois les réglages de votre slicer avant d'envoyer une impression. Si votre imprimante est équipée d'une buse à haut débit (HF), vous devez utiliser un profil d'impression HF. L'utilisation d'un profil standard pour une buse HF (ou vice versa) fausse les calculs de débit volumétrique, ce qui peut entraîner une sous-extrusion importante ou des obstructions structurelles.
3 commentaires
Si vous rencontrez des problemes de ce genre ou si ceux-ci persistent, veuillez s'il vous plait contacter notre support technique.
https://help.prusa3d.com/fr/article/support-client_2287
rons avec notre service concerné.
Inserer le fils électrique côté entrée du filament, en chauffant le tube pousser et retirer le filament fondue ( les gants sont là très utiles)
Avec un peu de dextérité et de patience, on y arrive !😀
J'ai suivi votre suggestion, c'était logique. Je ne sais pas si le bouchage était plus important que celui auquel vous avez été confronté, mais finalement j'ai du opter pour un mini chalumeau.
D'un coté j'ai introduit le fil cuivre, comme vous, de l'autre l'aiguille aupuncture quand ça a été possible à la chauffe et j'ai chauffé au chalumeau.
IMPORTANT :
a) Attention à la chauffe, ne pas aller trop loin (rougissement), le cuivre recuit et ramolllt. Faire des mouvements de va et vient pour dégager les gaz
b) retirer l'aiguille dès que possible
En tout cas merci pour votre suggestion