Une impression composée de plastique fondu pourrait faire penser qu'elle est étanche, mais ce n'est pas toujours le cas. Comment rendre un objet beau et ce qui le rend étanche ne se rejoignent pas toujours. Cela dit, les conseils présentés ici pourraient vous aider à rendre vos pièces imprimées plus robustes, même si elles ne devraient pas être un récipient pour du liquide.
Géométrie
La forme du modèle compte évidemment. Des parois épaisses qui nécessitent un remplissage sont souvent du gâchis dans ce cas. Cela peut provoquer des irrégularités et peut entraîner des fuites dans le vide entre les parois intérieure et extérieure, créant un endroit où toutes sortes de choses désagréables peuvent se développer.
Une paroi doit être régulière. Des artefacts comme des saillies pour montrer le niveau d'eau, etc. peuvent causer des problèmes. Dans l'image ci-dessous c'est une impression PLA où tout est étanche, sauf à un petit endroit dans ce but.

Périmètres
Plus d'entre eux ! Vous devez opter pour au moins 3-4 périmètres pour une seule paroi. Selon la géométrie, vous pouvez également l'augmenter à 5-6, mais cela est rarement nécessaire.
Température
Plus chaud ! Pour assurer une bonne liaison entre les couches, nous recommandons d'augmenter la température de la buse de 5-10°C par rapport aux préréglages disponibles ou utilisez la température recommandée la plus élevée sur la boîte du filament (vous pouvez également aller environ 5°C au-dessus). Une certaine expérimentation est nécessaire.
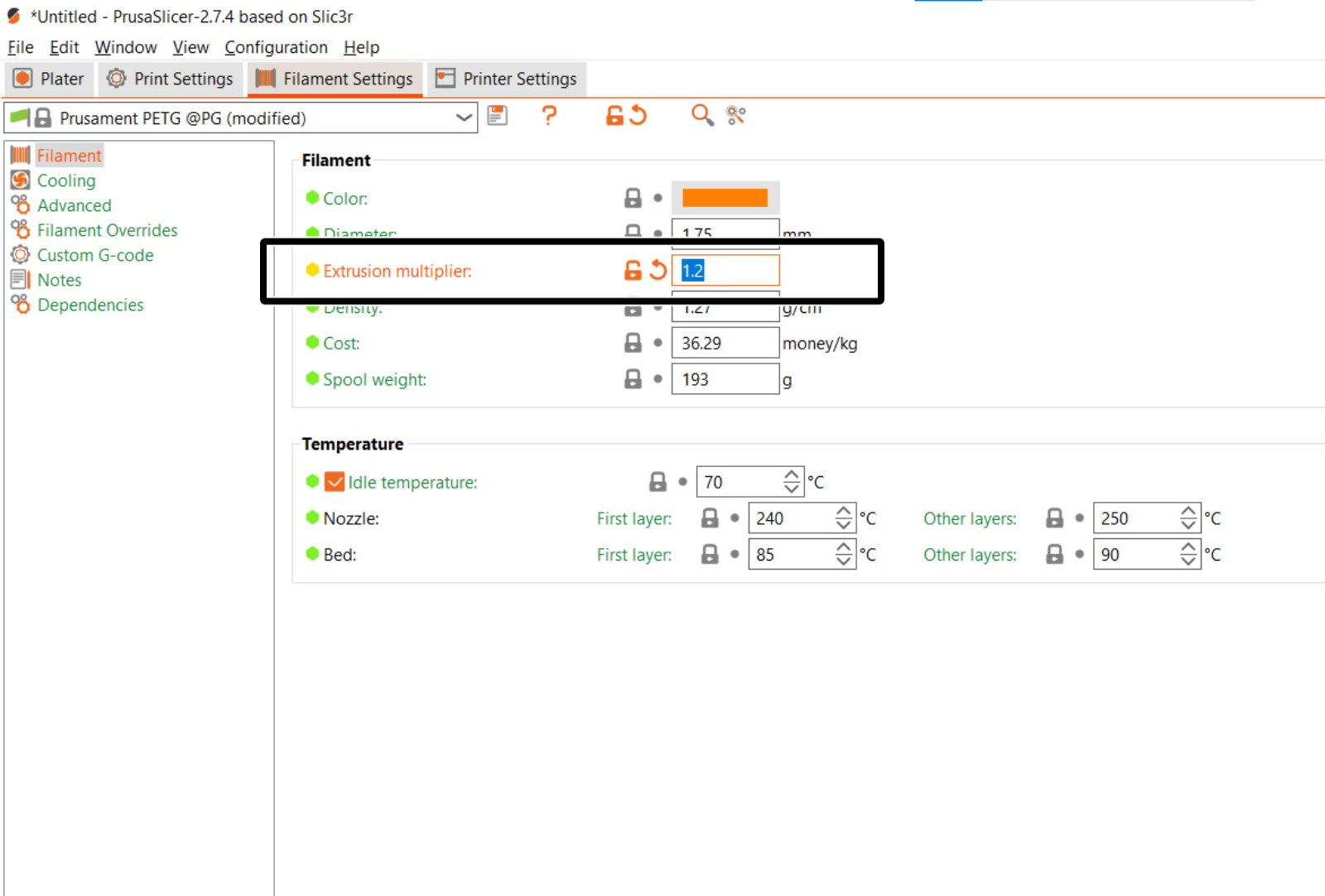
Multiplicateur d'extrusion
Cela fait référence au débit du filament et est défini dans PrusaSlicer dans Réglages du filament. Augmentez-le de 5 à 10% par rapport à la valeur par défaut. Une autre façon de manipuler cela est de définir une largeur de ligne de 5 à 10% plus large (c'est-à-dire de 0,4 mm à 0,44 mm), mais cela peut affecter d'autres aspects de votre impression. En cas de doute, expérimentez ou choisissez l'option de facilité.
Hauteur de couche
Des hauteurs de couche très élevées ne suffiront pas, mais avoir des couches très fines augmentera également le nombre d'endroits où quelque chose peut mal se passer. CNC-kitchen a constaté que les impressions les plus durables avaient une hauteur de couche de 0,15 mm, mais 0,2 fera l'affaire. Si vous souhaitez imprimer rapidement et avoir des couches très épaisses (comme 0,4 mm ou plus), utilisez une buse plus large. En règle générale, pour de meilleurs résultats, vous ne devez pas utiliser une hauteur supérieure à 60 à 65% à la largeur de votre buse.
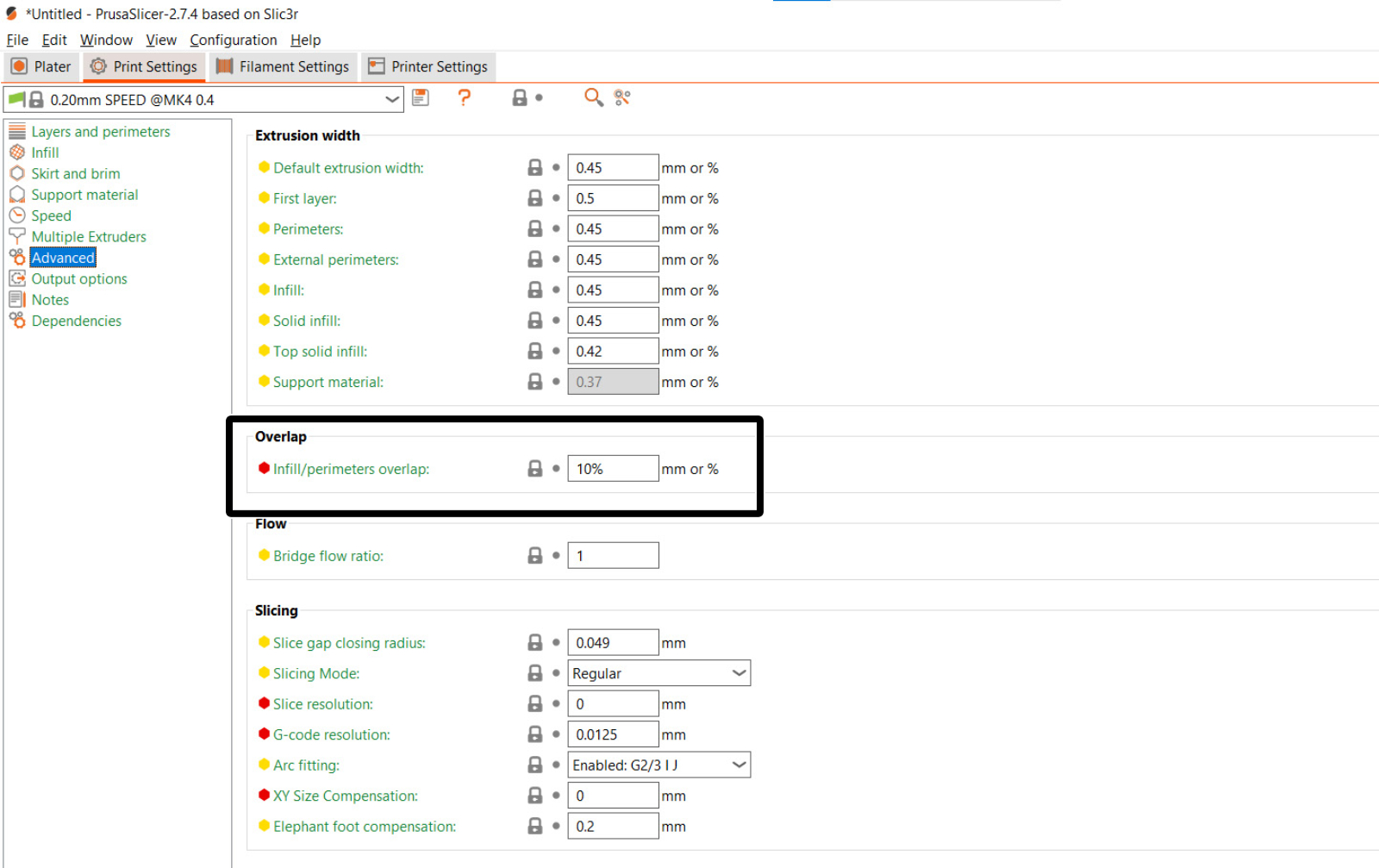
Chevauchement XY et autres réglages
Cela s'applique davantage si votre impression fuit par le bas et que vous avez testé avec les suggestions précédentes. Le Chevauchement XY est une variable dans PrusaSlicer qui indique à quel point une ligne de remplissage solide traverse le périmètre. Il est par défaut réglé sur 10% (du diamètre de la buse, donc 0,04 mm). L'augmentation de la température et du multiplicateur d'extrusion affectera cela, mais si vous constatez toujours des fuites, vous pouvez essayer de l'augmenter à 25-35 %.
Matériaux
Ces astuces devraient fonctionner avec la plupart des matériaux. Ces astuces pourraient ne pas être nécessaires sur des matériaux comme l'ASA ou l'ABS si vous les lissez avec de l'acétone.