Le 3DBenchy est un modèle 3D conçu par CreativeTools spécifiquement pour tester et comparer les imprimantes 3D. Et tout le monde veut savoir comment imprimer un Benchy parfait. Depuis sa sortie, un problème spécifique semble être présent, à des degrés divers de gravité, dans toutes ses impressions - la tristement célèbre ligne de coque de Benchy.

Elle est visible sur les impressions de toutes les imprimantes FFF du marché, pas chères ou chères. Elle est visible peu importe le logiciel de découpage. Elle est visible lors de l'impression à partir de n'importe quel matériau. Elle est visible même dans la vidéo de lancement de Benchy en 2015. Encore une fois, dans divers degrés de gravité - avec certaines combinaisons d'imprimante, de slicer et de matériau, elle peut être presque invisible. D'autres fois, elle est clairement définie, laissant l'utilisateur déçu et confus. Mais une fois que vous la verrez, vous pourrez la trouver sur pratiquement toutes ses impressions.
La bonne nouvelle est que nous avons réussi à éliminer presque complètement la ligne de coque de Benchy dans nos G-codes d'exemple (pas dans 100% des cas cependant, plus à ce sujet plus tard). Vous pouvez télécharger le G-code ici.
La mauvaise nouvelle est que le correctif n'est pas universel. Et nous ne savons même pas si une telle solution universelle est physiquement possible.

Nouveau G-code d'exemple de Benchy imprimé sur la MK3S
Un problème matériel ?
Lorsque vous recherchez le problème en ligne, vous obtenez souvent une suggestion (incorrecte) selon laquelle il pourrait s'agir d'un problème matériel. Pour vous donner un exemple, voici quelques-unes des suggestions que nous avons trouvées en ligne :
- courroies lâches
- tiges d'axe Z tordues
- irrégularité dans votre tige filetée de l'axe z à cette hauteur
Le coupable
Nous croyons que le principal coupable est la soudaine transition d'un remplissage clairsemé à des couches supérieures complètes autour de la hauteur de 8 mm (peut varier un peu en fonction de la hauteur de votre couche et du nombre de couches supérieures).
À ce stade, il y a une différence abrupte dans le temps qu'une couche prend pour s'imprimer.
Et quelques couches plus tard, un autre changement soudain se produit. Lorsque le pont est terminé, ce n'est plus une couche presque solide, mais juste quelques périmètres à nouveau.
Voici les facteurs qui influencent la sévérité de la ligne de coque de Benchy
- Coefficient de dilatation thermique du matériau du filament
- Refroidissement de l'impression
- Environnement d'impression
- Autres propriétés du filament - degré d'humidité, composition
Un problème apparemment similaire, mais en partie différent, se pose lors de l'impression de boîtes. Elles ont également tendance à avoir une ligne à la hauteur où les couches solides inférieures se transforment en murs. Cela a plus à voir avec les parois minces, la largeur d'extrusion et le matériau n'a nulle part où aller, à part vers l'extérieur. Notre équipe de slicer connaît ce problème et c'est quelque chose qui va probablement s'améliorer à l'avenir.
Pourquoi le slicer ne peut-il pas automatiquement détecter et corriger cela ?
C'est de la physique. Les plastiques, s'ils sont d'abord extrudés à partir de granulés en un filament, puis à partir d'un filament en une extrusion rectangulaire très fine, ne se comporteront ni comme un liquide ni comme un solide. L'étirement du plastique alignera les longues chaînes moléculaires du polymère, introduisant des contraintes internes à l'extrusion. Cette contrainte interne tirera l'extrusion ensemble si elle n'est pas refroidie assez rapidement. Par exemple, sur la MK2, le 3D Benchy a la ligne plus prononcée du côté opposé au ventilateur de refroidissement.
Cela dépend de l'environnement également. En effet, comme beaucoup d'entre vous l'ont découvert, dans un sous-sol frais, les effets sont plus prononcés. Le même G-code imprimé sur la même imprimante avec le même filament peut avoir une ligne de coque de Benchy dans une pièce et pas dans l'autre. Il est très difficile de compenser automatiquement cela.
Et pour compenser les contraintes internes et les effets de refroidissement du filament. L'une des raisons étant le comportement viscoélastique des plastiques fondus, et la dépendance du comportement du plastique avec sa composition, la température, l'hydrolyse des chaînes moléculaires du polymère. Si le filament n'est pas sec à 100% (les polyesters - PLA & PET sont sensibles à l'hydrolyse, le filament hydrolysé contient des chaînes polymères plus courtes, les rendant donc moins visqueux), l'efficacité du refroidissement, les réflexions de l'air de refroidissement des objets déjà imprimés, etc. en sont d'autres.
Comment avons-nous modifié le G-code pour l'éliminer ?
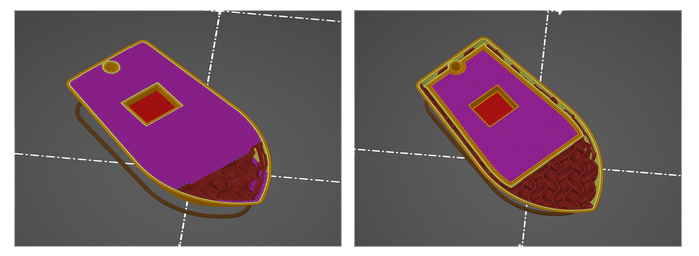
Quelque chose qui aide, c'est de créer un maillage de modification de la forme du pont. Lorsqu'il est aligné à l'endroit problématique, il peut être utilisé pour séparer la coque et le pont. Ils sont ensuite imprimés séparément, et le remplissage ne remplit pas toute la zone jusqu'aux périmètres de la coque.
Ensuite, il y a l'ordre des éléments au sein de la couche. Pour une raison inconnue, nous avons obtenu de meilleurs résultats en imprimant toujours les périmètres du pont en premier, puis le remplissage du pont, puis le reste de la couche. Nous avons modifié manuellement cet ordre à l'aide d'un éditeur de texte.
Nous ne savons pas si cela a fini par aider, mais nous avons également modifié manuellement le G-code afin de réduire légèrement le flux du remplissage solide, à l'exception de la couche supérieure (du pont).
Une autre chose est d'imprimer les périmètres aussi continuellement que possible. Plutôt que d'imprimer des périmètres, puis le remplissage puis de passer à la couche suivante, il est préférable d'imprimer deux (ou plus) couches de périmètres l'une après l'autre. L'imprimante peut alors revenir en arrière et imprimer le remplissage, encore une fois deux couches à la fois.
Nous n'avons probablement pas découvert tous les facteurs et dans quels rapports précisément ils influencent la gravité de la ligne de coque de Benchy. Cependant, nous voulions partager nos découvertes. Si vous faites vos propres recherches et tests, faites-nous part de vos découvertes.
1 commentaire
I just wanna know what parameter you change in the betwen the two last picture ?
I have a similar problem in some of my print, and i dont really know where to go and what to change to solve this.
Hi!
The deck was modified by a custom object used as a modifier, and the G-code printing sequence was edited manually in a text editor :)