- English
- Čeština
- Español
- Deutsch
- Polski
- Français
- 日本語
- Home
- PrusaSlicer
- Barra degli strumenti superiore
- Funzione altezza strato variabile
Funzione altezza strato variabile
- Informazioni su PrusaSlicer
- Configurazione e profili
- Interfaccia utente
- Input/output
- Barra degli strumenti sinistra
- Barra degli strumenti superiore
- Strumento Disponi
- Copia, incolla, istanze
- Funzione Cerca
- Separare in oggetti/parti
- Annulla / Ripeti
- Funzione altezza strato variabile
- Impostazione dell'altezza variabile dei layer
- Misurazioni dell'altezza variabile dei layer automatica
- Impostazioni di stampa
- Impostazioni filamento
- Impostazioni stampante
- Funzioni avanzate
- Slicing Multi-material
- Slicing SLA
- Altro (PrusaSlicer)
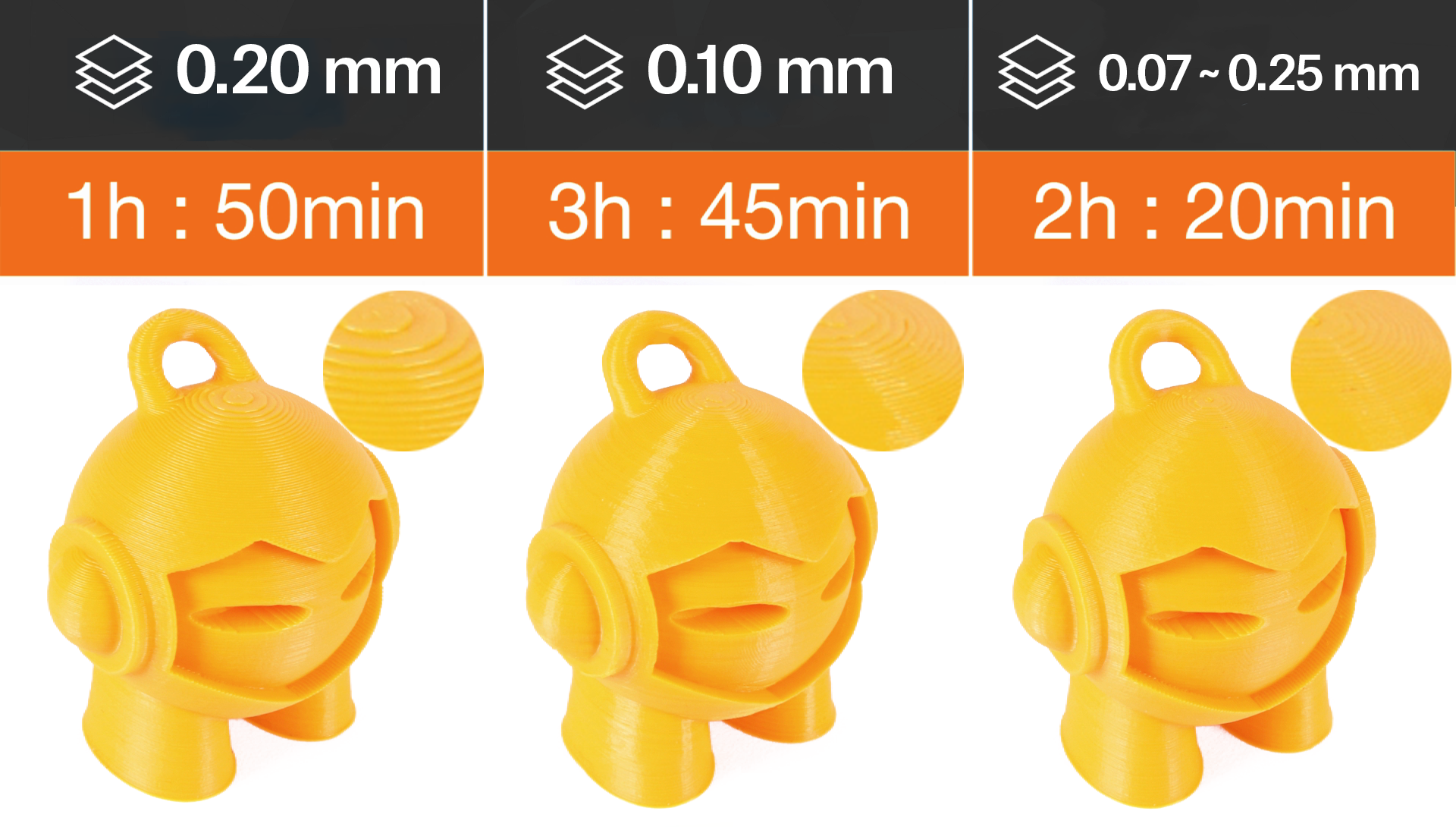
PrusaSlicer consente di definire le diverse regioni del modello da stampare con un'altezza del layer diversa e di rendere automaticamente più fluida la transizione tra di esse. In questo modo si possono ridurre notevolmente i tempi di stampa con il minimo sacrificio per la qualità di stampa.
 L'altezza variabile del layer può essere impostata sia automaticamente, manualmente oppure è possibile combinare i due flussi di lavoro insieme.
L'altezza variabile del layer può essere impostata sia automaticamente, manualmente oppure è possibile combinare i due flussi di lavoro insieme.
Impostazione dell'altezza variabile dei layer
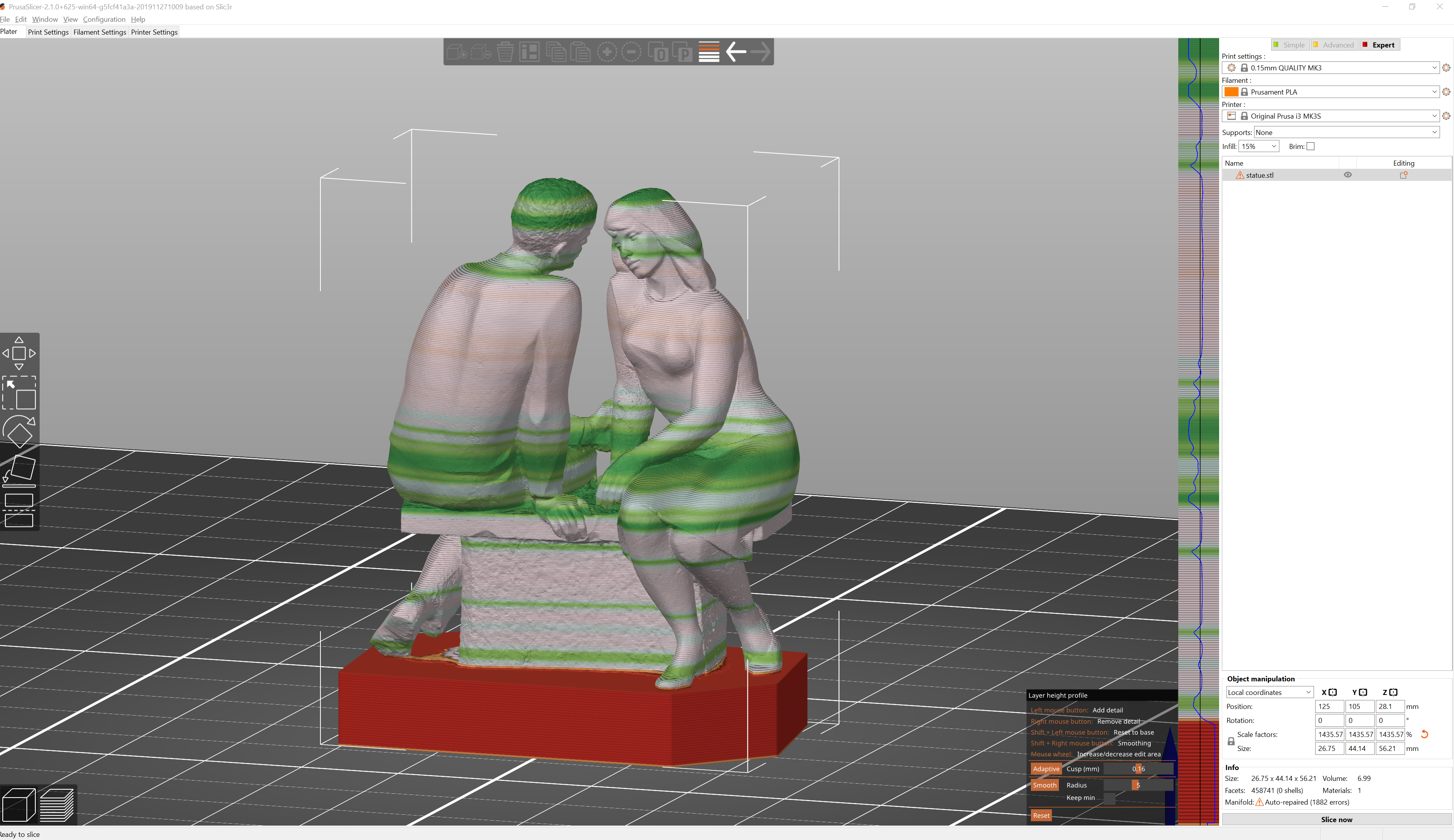
Per prima cosa, selezionare un modello nella vista 3D. Poi, nella barra degli strumenti superiore, diventa disponibile lo strumento dell'altezza variabile dei layer. Non appena lo si attiva, viene visualizzata un'anteprima in tempo reale delle linee di contorno create dai singoli strati. Nell'angolo in basso a destra appare una nuova finestra e sul lato destro della vista 3D viene visualizzato un nuovo pannello.
|
Adattativo Calcola il profilo di layer in base all'impostazione di Qualità/Velocità. Qualità/Velocità Spostando questo cursore è possibile modificare il rapporto tra layer sottili e alti. Premere il pulsante Adattivo per vedere il nuovo profilo di layer variabile. Leviga Come suggerisce il nome, questo smussa il profilo di altezza variabile dello strato. Un raggio più grande liscierà maggiormente la curva. È possibile premere ripetutamente questo pulsante per ottenere un risultato ancora più omogeneo. Mantieni min Quando attivato, l'altezza layer più piccola (in verde) non sarà levigata e rimarrà al suo valore minimo. Reimposta Ripristina le impostazioni di altezza variabile del layer (modifiche automatiche e manuali). | 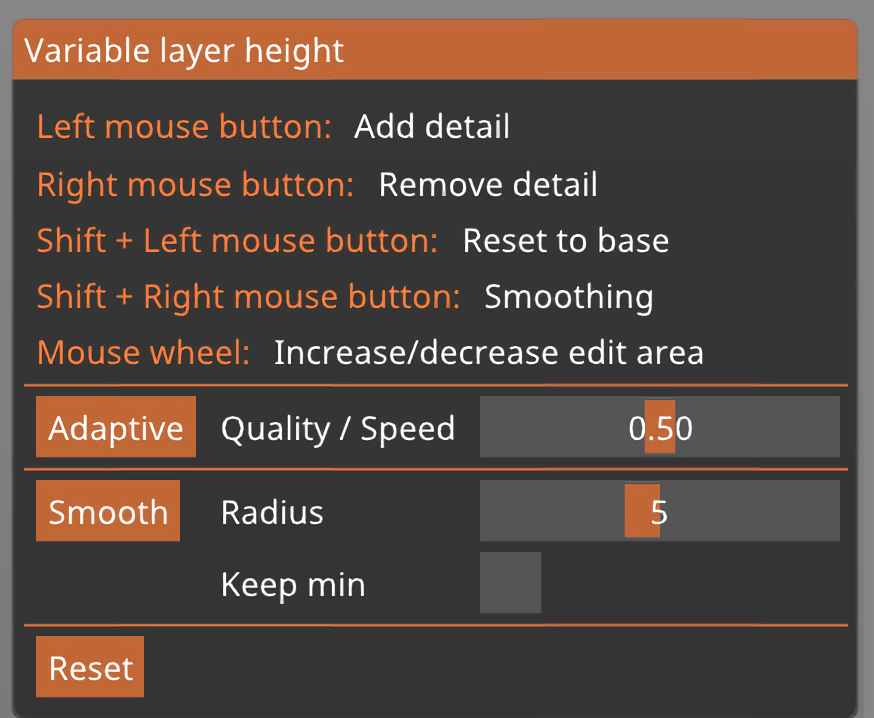 |
È possibile modificare manualmente il risultato dell'altezza variabile automatica del layer.
È anche possibile saltare completamente il passaggio automatico e impostare tutto manualmente.
Quando si passa il mouse sopra il pannello dell' altezza variabile dei layer (a destra), la parte interessata del modello viene evidenziata in giallo.
Tasto sinistro del mouse Aggiunge dettaglio
Right mouse button Rimuove dettaglio
Maiusc + Tasto sinistro del mouse Reimposta alla base
Maiusc + Tasto destro del mouse Leviga
Rotella del mouse Aumento o diminuzione dell'area modificata
Si noti che anche tutte le istanze dell'oggetto sono interessate dallo strumento di altezza variabile del layer.
Si può notare un salto netto sul fondo della linea blu - è normale ed è una rappresentazione visiva dell'impostazione dell'altezza del primo strato.
Un esempio pratico di altezza variabile dei layer
Quale profilo di altezza del layer dovresti scegliere?
Prova a selezionare un profilo con un'altezza di strato che sia vicina a quella a cui verrà stampata la maggior parte della stampa. Diciamo che non ha molta importanza, se si sposta il cursore per favorire più qualità/velocità si possono ottenere altezze di strato molto piccole anche se si ha selezionato un profilo di strato molto alto. Tuttavia, i profili cambiano anche altre cose oltre alla sola altezza del livello - i livelli alti ottengono un'estrusione più ampia, per esempio. Un buon profilo di altezza strato "medio" (ad esempio un profilo di altezza strato di 0,15 mm per un ugello di 0,4 mm) molto probabilmente funzionerà bene anche per la maggior parte dei casi.
Misurazioni dell'altezza variabile dei layer automatica
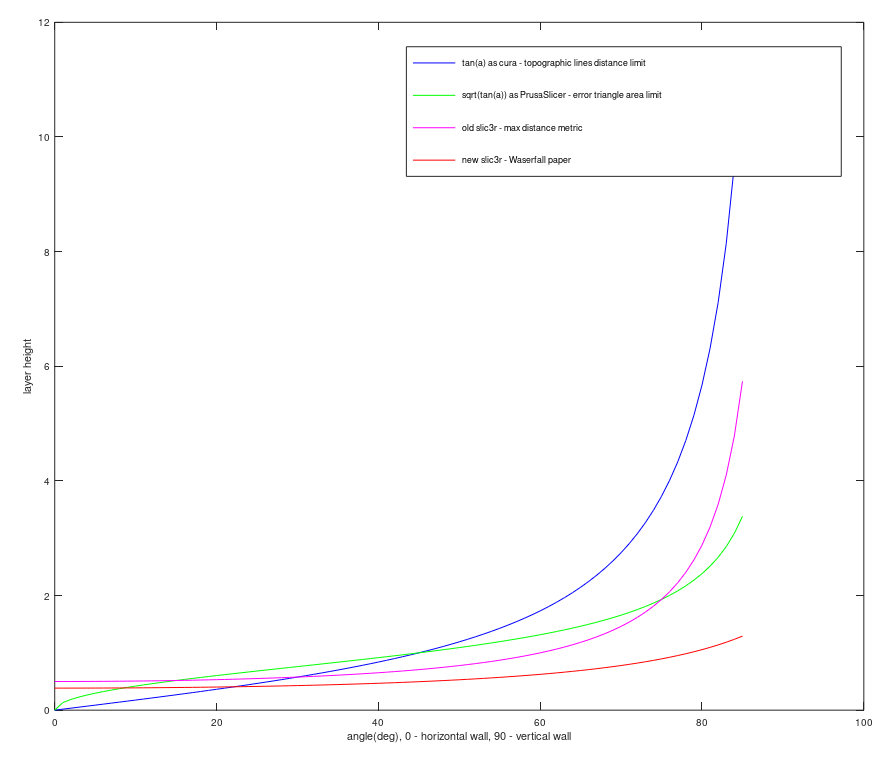
Abbiamo sperimentato varie misurazioni relative alla qualità della finitura superficiale. Le metriche di Florens Wasserfall et al. implementate in Slic3r limita il massimo errore di discretizzazione (la maggiore distanza euclidea della superficie a gradini dal modello sorgente).
Cura limita la distanza massima di linea di contorno nel piano XY, producendo risultati più intuitivi rispetto alla metrica di Waserfall.
In conclusione, abbiamo implementato un'altra metrica, limitando l'area della sezione trasversale tra la superficie a gradini e il modello sorgente. Il grafico seguente mostra il limite di altezza del layer di varie metriche a seconda della pendenza della superficie.
Commenti


Hai ancora delle domande?
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive.
E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.