- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
- Home
- キャリブレーション
- 高度なキャリブレーション
- ベッドレベル補正
ベッドレベル補正
メッシュベッドレベリングと共に、ベッドレベル補正は、ユーザーが最初のレイヤーのわずかな不完全さを補正できるように設計された重要な機能です。ヒートベッドの左、右、前、後の側面を仮想的に上げ下げすることができ、本質的にヒートベッドの4つの側面それぞれに異なるLive Adjust Z値を持つことができます。この機能は、ヒートベッドの全面積を頻繁に使用する必要がある場合に最も有益です。
ベッドレベル補正の使用方法
調整限度は+/- 100ミクロン(μm)です。しかし、20ミクロンでも大きな違いを生む可能性があるため、この機能を使用する際は小さな増分変更を行ってください。Live-Z調整と同様に、負の値はノズルをヒートベッドに近づけます。
予備手順
- MK3/S/+の場合はXYZキャリブレーションを、MK3.5/S、MINI/+の場合はセルフテストの一部であるXY軸テストを最近実行したことを確認してください。
- 90%以上のイソプロピルアルコールでスチールシートの全表面をきれいにしてください。
- 良好なベースラインの最初の層キャリブレーションを行ってください。MK2.5/S、MK3/S/+、MK3.5/SとMINI/+の専用指示に従ってください。
- 最初の層の問題に関する専用記事で説明されている可能性のある原因を確認したことを確認してください。
テストモデル
プリンターバージョン用のこのテストモデルをダウンロードし、Prusa SlicerのデフォルトのPLA設定、0.20 mmレイヤー高さでスライスしてください。
手順
- 前のステップで準備したg-codeをPLAフィラメント(理想的には明るく不透明な色)でプリントします。プリントは1層の高さだけで、プリント可能な表面のほとんどを占めます。ファイル全体をプリントする必要はなく、プレート全体の層の高さの違いが明らかになったらすぐにプリントを停止してください。
- 層が押しつぶされすぎて傷だらけになっている場所と、線の間にギャップがある場所を評価します。以下の写真では、右上隅の線が押しつぶされすぎており、左下ではノズルが遠すぎます。
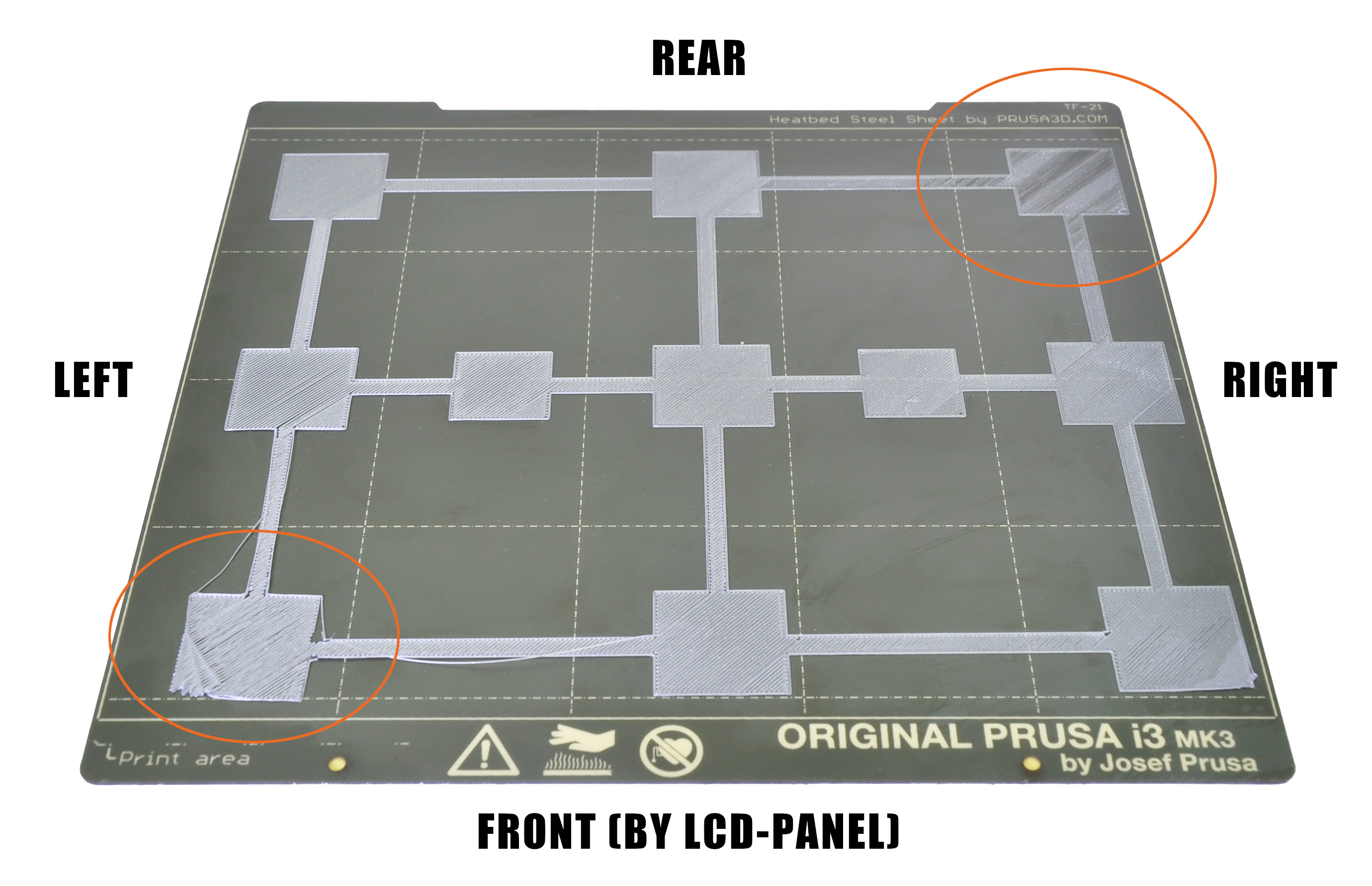
上の例では、左側にマイナス値を調整してノズルを近づけ、右側にプラス値を調整してノズルを遠ざけたいと思います。前後の距離も調整する必要があるかもしれませんが、左右の側面を調整した後にテストプリントを行ってください。
- LCDメニュー -> キャリブレーション -> ベッドレベル補正に移動します。そこで、左/右/前/後の値を調整できます(プリンターのLCDを見ている視点から理解してください)。
- 値を編集します。+/- 10ステップで進めることをお勧めします。これらの値はステップ1で設定したベースラインLive Z値に追加されます。負の値はノズルとの距離を減少させ、層をより押しつぶすことを忘れないでください。正の値はノズルとベッドの距離を増加させ、最初の層の傷を治します。
- 結果に満足するまでこの手順を繰り返します(以下の写真を参考にしてください)。
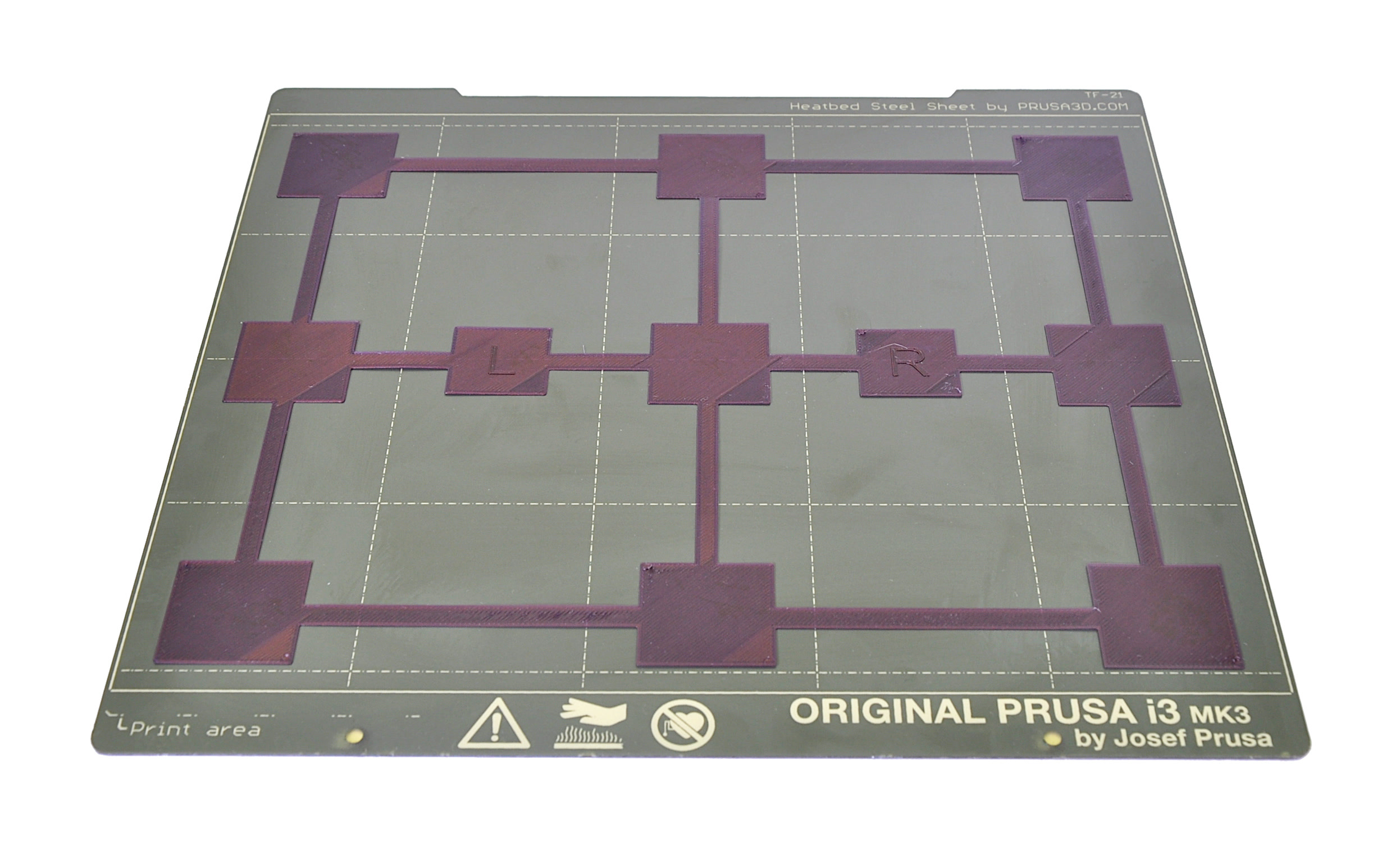
例えば、Live adjust Z値が-1.000で、後部の層が押しつぶされすぎており、右側の線の間にギャップが見える場合を考えてみましょう。
- 後部:層の押しつぶしを減らすために正の値を入力する必要があります(最終的に例えば25になります)
- 右側:層をより押しつぶすために負の値を入力する必要があります(最終的に例えば-10になります)
Comments


Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.