- English
- Home
- PrusaSlicer
- Advanced options [進行中の翻訳]
- Pressure Advance
Pressure Advance
- About [進行中の翻訳]
- General [進行中の翻訳]
- User interface [進行中の翻訳]
- 入力/出力
- 左ツールバー
- トップツールバー
- プリント設定
- Filament settings [進行中の翻訳]
- Printer settings [進行中の翻訳]
- Advanced options [進行中の翻訳]
- カラーチェンジ
- Compare presets
- Gコードの置き換え
- レイヤーに一時停止またはカスタムGコードを挿入する
- 個別条件領域の設定
- モデルの切取り
- モデルごとの設定
- Post-processing scripts
- Pressure Advance
- M572 GCode
- PrusaSlicer default start GCode
- ディスクからの再読み込み
- Shape Gallery
- メッシュの簡素化
- SVG エンボスツール
- Text tool
- Multi-material slicing [進行中の翻訳]
- SLA スライス処理
- Other [進行中の翻訳]
Pressure Advance aims to improve the quality of printed parts by compensating for the pressure changes in the nozzle during printing.
It replaces Linear Advance on MK4/S, MK3.9/S, XL, and MINI/+, from firmware version 5.0.0 and above.
The Pressure Advance value is set based on the latest command, either M900 (converted 1:1 to Pressure Advance value) or M572.
M572 GCode
The Buddy-firmware-specific GCode M572 is used to set parameters for Pressure Advance.
- D<value>: Set the extruder number.
- S<value>: Set the pressure advance value. If zero the pressure advance is disabled.
- W<time>: Set a time range in seconds used for calculating the average extruder velocity for pressure advance. The default value is 0.04.
PrusaSlicer default start GCode
The default start GCode includes an M572 command that sets Pressure Advance parameters. The example screenshot below is taken from the start GCode of an MK4/S print.
In this example, the S parameter changes, depending on the nozzle diameter.
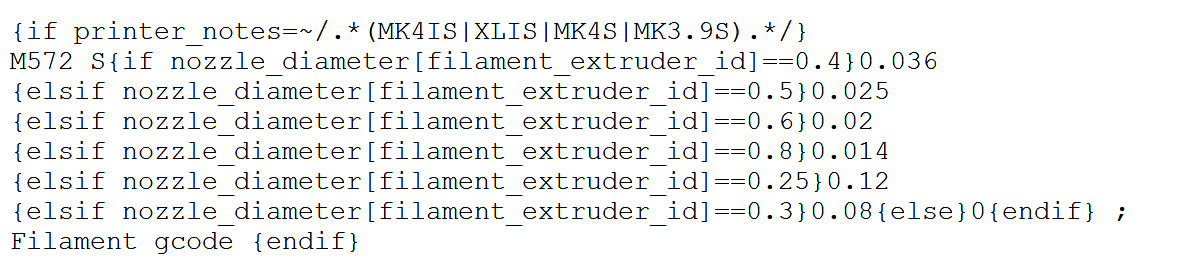
We recommend keeping the default S parameter, optimized for most applications on our printers.
Comments


Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.