- English
- Español
- Italiano
- Deutsch
- Polski
- Français
- 日本語
- Home
- Řešení potíží
- Řešení potíží s tiskárnou
- Ucpaná tryska/hotend (MK3.5/S, MK3S+, MK2.5S)
Ucpaná tryska/hotend (MK3.5/S, MK3S+, MK2.5S)
- Řešení potíží při tisku
- Chybové QR kódy
- Řešení potíží s tiskárnou
- A64 Přehřátí #10207 (SL1/SL1S)
- Kontrola okolní teploty (MK3/MK3S)
- Pokojová teplota příliš nízká #10703 (SL1/SL1S)
- Příliš vysoká pokojová teplota #10702 (SL1/SL1S)
- Nastala neočekávaná chyba #10701 (SL1)
- Nelze spustit tuto akci #10506 (SL1/SL1S)
- BBF Allocation Failed #17531 (XL)
- Alokace BBF selhala #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- Alokace BBF selhala #17532 (XL)
- Inicializace BBF selhala #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- Bed maxtemp error #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- Bed mintemp error #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- Chyba předehřevu #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- Bed thermal runaway #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- Spálená pojistka (MINI)
- Prasklá pojistka (MK2S/MK2.5/MK2.5S)
- Spálená pojistka (MK3/MK3S/MK3S+)
- Spálená pojistka (MK4/S, MK3.9/S)
- Modrá obrazovka smrti (BSOD)
- Problém s deskou Boost #10320 (SL1S)
- Zaseknutá tiskárna (SL1/SL1S)
- Kalibrační projekt je neplatný #10543 (SL1/SL1S)
- Nelze zkopírovat projekt #10704 (SL1/SL1S)
- Nelze získat aktualizační kanál #10514 (SL1)
- Nelze načíst projekt #10539 (SL1/SL1S)
- Nelze odebrat projekt #10545 (SL1/SL1S)
- Ucpaná tryska/hotend (MK4)
- Ucpaná tryska/hotend (XL)
- Ucpaná tryska/hotend (MINI/MINI+)
- Ucpaná tryska/hotend (MK3.5/S, MK3S+, MK2.5S)
- Jak to vypadá
- Jak to opravit
- Po vyřešení ucpání
- Registrace Connectu selhala
- Registrace Connectu selhala #12401 (MINI)
- Registrace do Connectu selhala #17401 (XL)
- Registrace do Connectu selhala #21401 (MK3.9)
- Registrace do Connectu selhala #23401 (MK3.5)
- Registrace Connectu selhala #26401 (MK4S) #13401 (MK4)
- Adresář není prázdný #10546 (SL1/SL1S)
- Odpojený UV LED panel #10321 (SL1/SL1S)
- Test displeje selhal #10120 (SL1/SL1S)
- Dwarf error #17502 (XL)
- Dwarf error #17503 (XL)
- EEPROM I2C Receive Busy #17316 (XL)
- EEPROM I2C Receive Busy #26316 (MK4S) #13316 (MK4) #21316 (MK3.9) #23316 (MK3.5)
- Nouzové zastavení #12510 (MINI)
- Emergency stop #17510 (XL)
- Nouzové zastavení #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- ESP error #17504 (XL)
- Chyba ESP #17505 (XL)
- ESP error #17506 (XL)
- Chyba ESP #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- Chyba ESP #26505 (MK4S) #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- Chyba ESP #26506 (MK4S) #13506 (MK4) #21506 (MK3.9) #23506 (MK3.5)
- ESP není připojen #17533 (XL)
- Očekávané přehřátí #10714 (SL1/SL1S)
- Externí SPI flash W25X20CL/xFLASH neodpovídá - chyba
- Blob v extruderu
- Extruder Maxtemp error #17206 (XL)
- Chyba extruderu Mintemp #17208 (XL)
- Zvuky z extruderu
- Extruder preheat error #17202 (XL)
- Teplota extruderu neodpovídá #17210 (XL)
- Extruder thermal runaway #17204 (XL)
- Extruze se zastavila uprostřed tisku (heat creep)
- Tovární nastavení (MINI)
- Obnova továrního nastavení (MK2S/MK2.5S/MK3S)
- Obnovení továrního nastavení (MK4/S, MK3.9/S, MK3.5/S, MINI/+, XL)
- Factory Reset (MMU)
- Tovární nastavení (MMU2S před firmwarem 1.0.6)
- Tovární nastavení (SL1/SL1S)
- Nelze načíst konfigurační soubor #10505 (SL1)
- Chyba kalibrace osy Z (MK3S/MK2.5S)
- Selhání ventilátoru #10106 (SL1/SL1S)
- Varování ventilátoru #10713 (SL1/SL1S)
- Vysunutí filamentu selhalo (MINI/MINI+)
- Filament nejde zavést
- Filament nejde zavést (MK4)
- Filament nejde zavést (XL)
- Senzor filamentu (MK4, MK3.9, XL)
- Soubor už existuje! #10520 (SL1)
- Soubor nenalezen #10518 (SL1/SL1S)
- Chyba souborového systému #12613 (MINI/MINI+)
- Chyba souborového systému #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- Nastavení FINDA a řešení problémů
- FINDA: Zaseknutý filament #04102 (MMU)
- Firmware v interní paměti flash je poškozen! #12608 (MINI)
- Firmware missing #17612 (XL)
- Nutná aktualizace firmwaru #26701 (MK4S) #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- Problémy s aktualizací firmwaru (MK2.5S/MK3S+/MMU2S/MMU3)
- Nedrží první vrstva (SL1/SL1S)
- Chyba při mazání flash paměti #12605 (MINI/MINI+)
- Flash erase error #17605 (XL)
- Chyba při mazání flash paměti #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- FW v interní paměti poškozen #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- Hash verifikace selhala #12607 (MINI/MINI+)
- Hash verifikace selhala #17607 (XL)
- Hash verifikace selhala #13607 (MK4) #21607 (MK3.9)
- Vyhřívaná podložka se nezahřívá správně
- Nadproud portu podložky #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- Teplota vyhřívané podložky neodpovídá #17209 (XL)
- Chyba heatbreaku maxtemp #17212 (XL)
- Chyba Heatbreaku MAXTEMP #26212 (MK4S) #13212 (MK4) #21212 (MK3.9)
- Chyba Heatbreaku Mintemp #17211 (XL)
- Chyba Heatbreaku MINTEMP #26211 (MK4S) #13211 (MK4) #21211 (MK3.9)
- Chyba homingu #12301 (MINI)
- Homing error X #12304 (MINI/MINI+)
- Homing error X #17304 (XL)
- Chyba homingu X #26304 (MK4S) #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Homing error Y #12305 (MINI/MINI+)
- Homing error Y #17305 (XL)
- Chyba homingu Y #26305 (MK4S) #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Homing error Z #17301 (XL)
- Chyba homingu Z #23301 (MK3.5)
- Homing error Z #26301 (MK4S) #13301 (MK4) #21301 (MK3.9)
- Ventilátor hotendu se netočí
- Nadproud výhřevu hotendu #17322
- Chyba Hotendu maxtemp #23206 (MK3.5)
- Chyba Hotendu mintemp #23208 (MK3.5)
- Chyba Hotendu mintemp #13208 (MK4) #21208 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- Chyba předehřevu hotendu #13202 (MK4) #21202 (MK3.9)
- Teplota hotendu neodpovídá #13210 (MK3.9/MK4) #23210 (MK3.5)
- Teplota hotendu neodpovídá #23210 (MK3.5)
- Hotend thermal runaway #23204 (MK3.5)
- Hotend thermal runaway #13204 (MK4) #21204 (MK3.9)
- I2C Receive failed #17315 (XL)
- I2C Receive Failed #26315 (MK4S) #13315 (MK4) #21315 (MK3.9) #23315 (MK3.5)
- I2C Receive Timeout #17317 (XL)
- I2C Receive Timeout #26317 (MK4S) #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- I2C Přijetí nedefinováno #17318 (XL)
- I2C Receive undefined #26318 (MK4S) #13318 (MK4) #21318 (MK3.9) #23321 (MK3.5)
- I2C odeslání obsazeno #17312 (XL)
- I2C odeslání obsazeno #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- I2C odeslání selhalo #17311 (XL)
- I2C Send failed #13311 (MK4) #21311 (MK3.9) #23311 (MK3.5)
- I2C Odeslání - časový limit #17313 (XL)
- I2C odeslání - časový limit #13313 (MK4) #21313 (MK3.9) #23313 (MK3.5)
- I2C Send Undefined #17314 (XL)
- I2C Send Undefined #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- Podvod! Falešný podpis #17606 (XL)
- Nesprávný model tiskárny #10705 (SL1/SL1S)
- Interní paměť je plná #10516 (SL1/SL1S)
- Neplatný API klíč #10405 (SL1/SL1S)
- Neplatná velikost FW na USB #12603 (MINI/MINI+)
- Neplatná velikost FW na USB #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- Kalibrace IR senzoru filamentu (MMU3, MMU2S)
- Řešení problémů se senzorem filamentu (MINI/MINI+)
- Řešení problémů s IR senzorem filamentu (MK2.5S,MK3S)
- Nefunkční LCD obrazovka
- LED Memory Error #17529 (XL)
- Chyba paměti LED #26529 (MK4S) #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Doladění osy Z se neukládá
- Zavedení do extruderu selhalo #04108 (MMU)
- Loadcell Bad Configuration #17527 (XL)
- Špatná konfigurace loadcell #26527 (MK4S) #13527 (MK4) #21527 (MK3.9)
- Měření loadcellu selhalo #17526 (XL)
- Měření Loadcellu selhalo #26526 (MK4S) #13526 (MK4) #21526 (MK3.9)
- Loadcell není zkalibrován #17523 (XL)
- Loadcell není zkalibrován #13523 (MK4) #21523 (MK3.9)
- Chyba tárování loadcellu #17524 (XL)
- Chyba tárování loadcellu #13524 (MK4) #21524 (MK3.9)
- Loadcell tárování selhalo #17525 (XL)
- Chyba tárování loadcellu #26525 (MK4S) #13525 (MK4) #21525 (MK3.9)
- Vypršel časový limit pro loadcell #17528 (XL)
- Loadcell Timeout #26528 (MK4S) #13528 (MK4) #21528 (MK3.9)
- Loadcell troubleshooting
- Záznam dat po sériové lince (MMU2S)
- Hlasité zvuky z tiskárny (SL1/SL1S)
- Testování senzorů M.I.N.D.A./SuperPINDA (MINI/MINI+)
- Časový limit požadavku na Marlin #17530 (XL)
- Časový limit požadavku na Marlin #26530 (MK4S) #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Varování: maska není k dispozici #10709 (SL1/SL1S)
- Maxtemp error bed (přehřátí podložky) #12205 (MINI)
- Maxtemp error print head (přehřátí tiskové hlavy) #12206 (MINI)
- Chyba MCU Maxtemp #17213 (XL)
- Mintemp error bed (ochlazení podložky) #12207 (MINI)
- Mintemp error print head (ochlazení tiskové hlavy) #12208 (MINI)
- Špatně usazený senzor PINDA (MK2/S)
- Chybějící části (SL1/SL1S)
- MK3S neustále vyžaduje výměnu filamentu
- MMU MCU nedostatečné napájení #04307 (MMU)
- MMU Overcurrent #26310 (MK4S) #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- Idler MMU2S se nemůže volně pohybovat
- Co znamenají LED u MMU2S
- Selektor MMU2S se nepohybuje
- Modular bed error #17250 (XL)
- Modular bed error #17251 (XL)
- Modular bed error #17252 (XL)
- Modular bed error #17253 (XL)
- Chyba modulárního bedu #17254 (XL)
- Chyba modulárního bedu #17255 (XL)
- Chyba modulárního bedu #17256 (XL)
- Chyba modulárního bedu #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Chyba modulárního bedu #17319 (XL)
- Chyba modulárního bedu #17320 (XL)
- Modular bed error #17501 (XL)
- Použití multimetru
- Žádný soubor na USB #12604 (MINI/MINI+)
- Neexistuje soubor k opětovnému tisku #10508 (SL1)
- Žádný firmware na interní paměti flash #12612 (MINI/MINI+)
- Žádný firmware na interní paměti flash #13612 (MK4) #21612 (MK3.9)
- Na USB není firmware #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Síť odpojena #10402 (SL1/SL1S)
- Nedostatek vrstev #10540 (SL1/SL1S)
- Nedostatek pryskyřice #10706 (SL1/SL1S)
- Čištění trysky selhalo (MK4, MK3.9)
- Čištění trysky selhalo (XL)
- Tryska narazila do vyhřívané podložky
- Nadproud výhřevu trysky #23308 (MK3.5)
- Nadproud výhřevu trysky #13308 (MK4) #21308 (MK3.9)
- Varování: objekt oříznut #10710 (SL1/SL1S)
- Otevírání projektu selhalo #10504 (SL1/SL1S)
- Nedostatek paměti #17507 (XL)
- Nedostatek paměti #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- Testování sondy P.I.N.D.A./SuperPINDA
- Parametry mimo rozsah #10707 (SL1/SL1S)
- Pin not reached #17107 (XL)
- Vyrovnávací paměť PNG je plná #17508 (XL)
- Vyrovnávací paměť PNG je plná #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- Chyba předehřevu #12201 (MINI)
- Chyba předehřevu tiskové hlavy #12202 (MINI)
- Preload selhal #10503 (SL1/SL1S)
- Chybí ukázkové soubory tisku #10523 (SL1/SL1S)
- Tiskový ventilátor se netočí
- Tiskárnu nejde zapnout nebo se sama vypíná
- Analýza projektu selhala #10542 (SL1/SL1S)
- Projekt je poškozen #10541 (SL1/SL1S)
- Řešení potíží s PrusaLinkem
- Puppy error #17511 (XL)
- Puppy error #17512 (XL)
- Puppy error #17513 (XL)
- Puppy error #17514 (XL)
- Puppy error #17515 (XL)
- Puppy error #17516 (XL)
- Puppy error #17517 (XL)
- Puppy error #17518 (XL)
- Puppy error #17519 (XL)
- Puppy error #17520 (XL)
- Puppy error #17521 (XL)
- Puppy error #17522 (XL)
- Chyba Remote API #10407 (SL1/SL1S)
- Nízká hladina resinu #10712 (SL1/SL1S)
- Měření resinu selhalo #10124 (SL1/SL1S)
- Chyba senzoru pryskyřice #10307 (SL1/SL1S)
- Příliš vysoká hladina resinu #10109 (SL1/SL1S)
- Příliš nízká hladina resinu #10108 (SL1/SL1S)
- Vzorové G-cody
- Ukládání logu (SL1/SL1S)
- Nefunkční SD karta
- SD karty a USB flash disky
- Selftest selhal (XL multi-tool)
- Selftest failed (XL)
- Verifikace podpisu selhala #12606 (MINI/MINI+)
- Verifikace podpisu selhala #13606 (MK4) #21606 (MK3.9) #23606 (MK3.5)
- Mechanismus naklápění SL1
- Špageti monster
- Srovnání pravého úhlu os MINI
- Status LED explained (MK4/XL)
- Vysvětlení významu stavových LED (MMU3)
- Detekce zaseklého filamentu #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Zamotaný filament
- Teplota vyhřívané podložky neodpovídá #12209 (MINI/MINI+)
- Teplota tiskové hlavy neodpovídá #12210 (MINI/MINI+)
- Teplota mimo rozsah #10208 (SL1/SL1S)
- Ztráta teploty podložky (thermal runaway) #12203 (MINI)
- Ztráta teploty tiskové hlavy (thermal runaway) #12204 (MINI)
- Zkrat TMC driveru #04304 (MMU)
- Zkrat TMC driveru #04314 (MMU)
- Zkrat TMC driveru #04324 (MMU)
- Tool offset out of bounds #17104 (XL)
- Toolchanger error #17101 (XL)
- Toolchanger problem (XL multi-tool)
- Kontrola věže selhala #10118 (SL1/SL1S)
- Neoprávněné #10406 (SL1/SL1S)
- Under-extrusion (Nextruder printers)
- Neočekávaná chyba #10501 (SL1/SL1S)
- Neočekávaná chyba MC #10306 (SL1/SL1S)
- Neznámý model tiskárny #10323 (SL1/SL1S)
- Nepodporovaná verze BBF #12614 (MINI/MINI+)
- Nepodporovaná verze BBF #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Nepodporovaný model tiskárny #12610 (MINI/MINI+)
- Nepodporovaný model tiskárny #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Nepodporovaná verze tiskárny #12611 (MINI/MINI+)
- Nepodporovaná verze tiskárny #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- Na portu USB zjištěn nadproud #17307 (XL)
- Přepetí na USB zařízení #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- USB disk nenalezen #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- USB disk nenalezen #12602 (MINI/MINI+)
- USB není připojeno #13602 (MK4) #21602 (MK3.9) #23602 (MK3.5)
- USB Port Overcurrent #17306 (XL)
- Nadproud na USB portu #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- Chyba teploty UV LED světla #10209 (SL1/SL1S)
- Chyba napětí UV LED #10309 (SL1)
- Vibrace během tisku (MK3S+/MK2.5S)
- Nesprávný model tiskárny #10544 (SL1/SL1S)
- Chybná revize pohybového ovladače #10301 (SL1)
- XY position invalid #17106 (XL)
- XY probe unstable #17105 (XL)
- Chybová hlášení při tisku
Hotend na 3D tiskárně se může ucpat. Tento článek vysvětluje nejčastější příčiny tohoto problému, které jsou obvykle stejné bez ohledu na typ nebo model tiskárny. V dalším samostatném článku máme tipy, jak ucpání předcházet.
Jak to vypadá
Nejviditelnějším příznakem je, že filament nevytéká z trysky. Pamatujte však, že se hotend může také ucpat jen částečně. Částečné ucpání se obvykle odhalí během tisku, a to i poté, co se vám povedlo zavést nebo vyjmout filament.
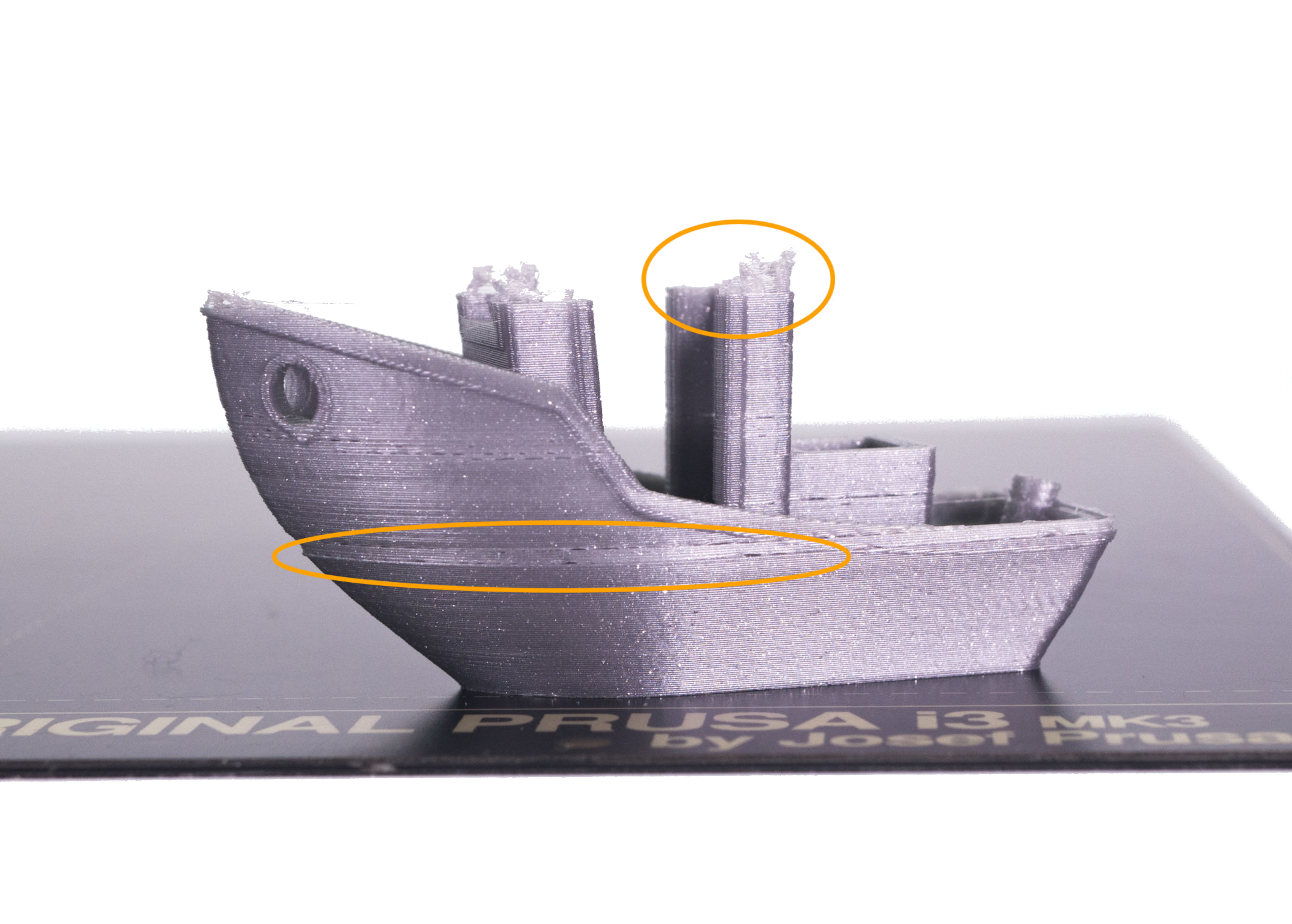
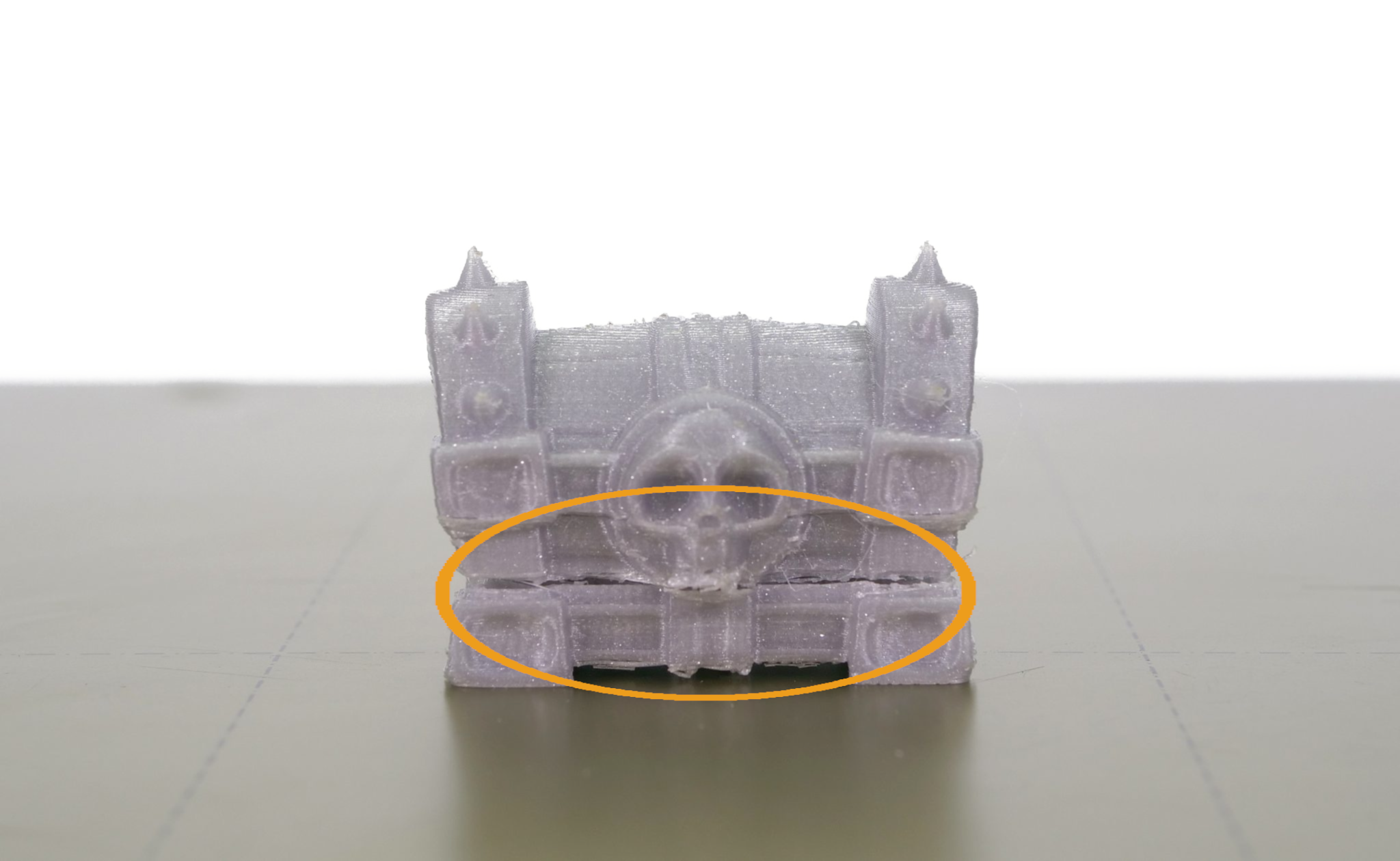
Prvotní známky toho, že se tryska začíná ucpávat, jsou:
- Filament se neextruduje z trysky konzistentně.
- Vytištěné linky jsou tenčí než by měly být a nedrží na tiskové podložce.
- Vytlačený filament se vlní směrem vzhůru a lepí se na trysku
Dalším běžným znakem je, že z extruderu slyšíte cvakavé nebo tikající zvuky. Cvakavý zvuk extruderu znamená, že krokový motor musí vyvinout větší sílu než je specifická přednastavená prahová hodnota a přeskočí zpět o jeden nebo více kroků.
 |  |
Jak to opravit
K dispozici jsou tři hlavní způsoby řešení tohoto problému. Chcete-li zvolit správnou metodu, zkontrolujte, zda je nebo není možné zavést / vyjmout filament. Částečné ucpání lze obvykle roztavit, anebo vytáhnout za studena. Složitější ucpání, které dokonce brání zavedení a vyjmutí filamentu volá o použití třetí metody popsané níže.
Než začnete s některou z těchto metod, vyjměte filament a vyjměte jej z extruderu. Pro usnadnění práce zvedněte nahoru hlavu extruderu v LCD nabídce -> Nastavení -> Posun osy -> Posunout Z-osu.
Vytažení za studena (Cold pull)
Cold pull bývá dobrý začátek při řešení ucpání. Pokud lze filament bez problémů zavést a vyjmout, a přesto se při tisku stále vyskytují potíže, vyčistěte vnitřek hotendu pomocí Cold pull (MK3/S/+, MK2.5/S, MK3.5/S) techniky.
Vytlačení ucpání
Pokud není možné filament zavést, zkuste nejdříve změkčit ucpání zvýšením teploty trysky a poté jej vytlačit.
Abyste předešli komplikacím, nejprve vypněte AutoZavedení filamentu v LCD Menu -> Nastavení -> F. autoload,.
- Zvolte LCD Menu -> Nastavení -> Teplota -> Tryska. Pokud tisknete z PLA, nastavte teplotu trysky na 260 °C, nebo na 280 °C, pokud používáte PETG, či ABS.
- Jakmile tryska dosáhne požadované teploty, počkejte 2 minuty - filament by měl začít vytékat / odkapávat.
- Zatlačte přiloženou akupunkturní jehlu (o průměru 0,3 mm až 0,35 mm) zespodu do trysky. Zasuňte ji do hloubky 1-2 cm, aby pomohla uvolnit ucpání. Nikdy ji nazasouvejte zeshora a nezavádějte filament, dokud je jehla zasunuta v trysce.
- Pokud ani toto nepomohlo, zkuste použít 1,5 mm silný, 100 mm dlouhý, rovný, tuhý kovový drát: vložte jej do hotendu, abyste viděli, kam až může zajít, zatlačte na něj a snažte se tlačit filament dolů do trysky a poté vytáhnout ven. Můžete také použít nejmenší z přiložených imbusových klíčů. Nejsou však příliš dlouhé, takže sejměte kryt senzoru filamentu, abyste dosáhli dále.
Zkuste pak zavést PLA filament, nová struna by měla vytlačit zbytek zaseknutého materiálu z trysky.
Vyčistěte součásti hotendu
Pokud jste neuspěli, je důležité určit, kde přesně se ucpání nachází. Jak již bylo řečeno, ucpaný hotend není to samé, co ucpaná tryska: materiál může být zaseknutý i nad ní.
Otevřete dvířka Extruder Idleru a zkontrolujte, jestli nevidíte kousek filamentu vyčnívajícího z PTFE trubičky.
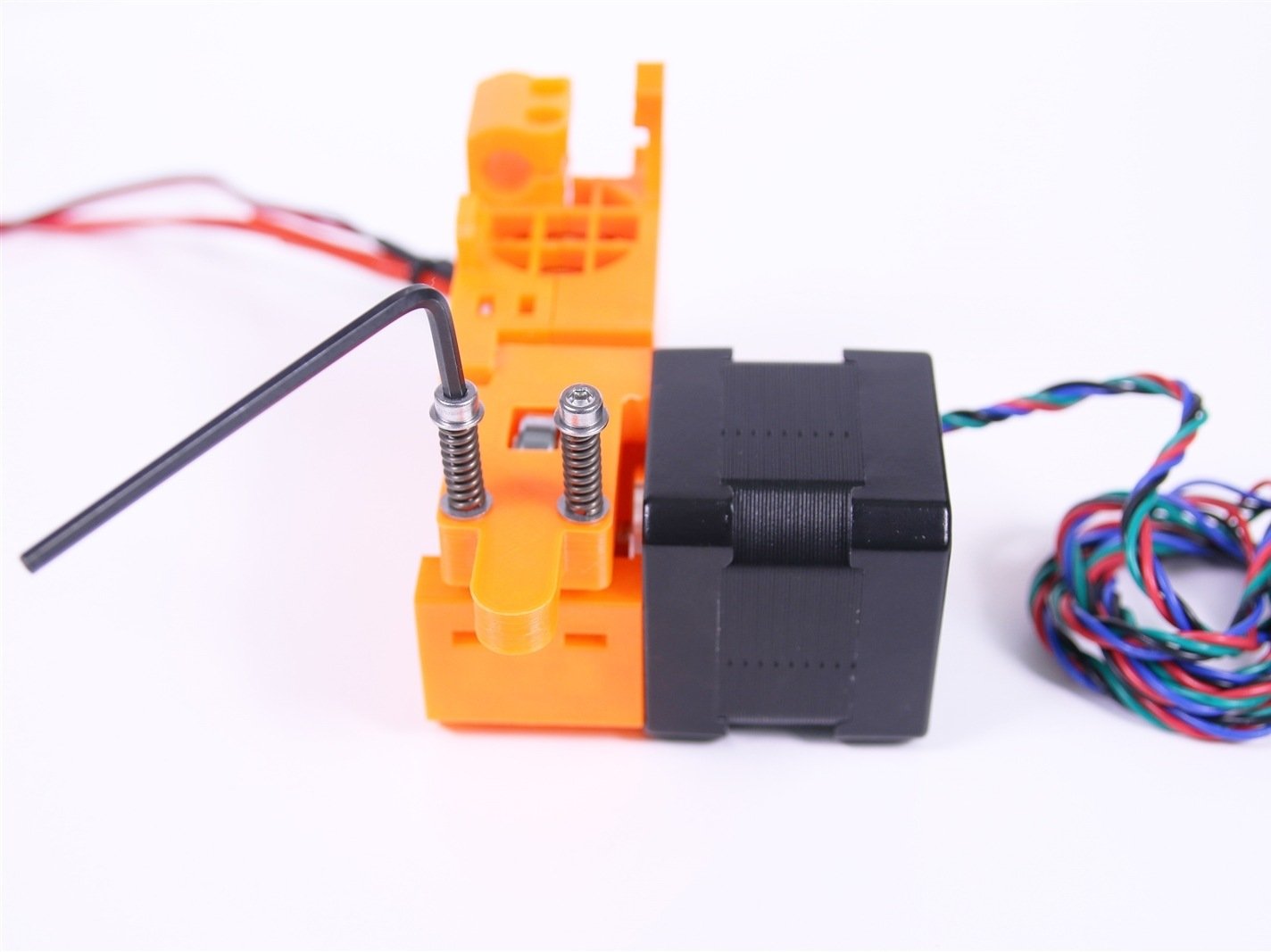
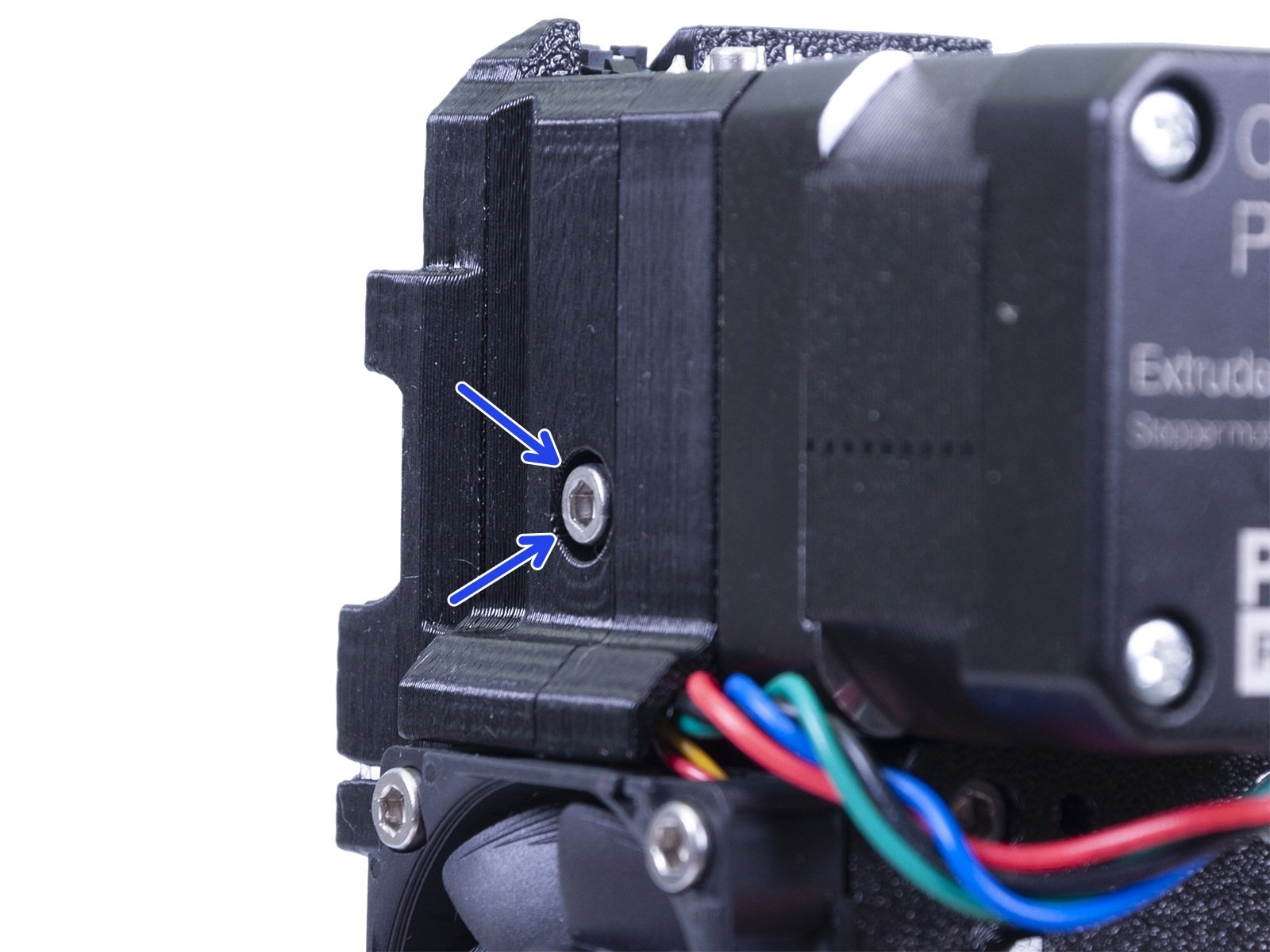
- Máte-li MK2/S, vyšroubujte oba M3x40 šrouby s pružinkami, dvířka by se pak měla otevřít sama.
- Máte-li MK3 nebo MK2.5, vyšroubujte oba M3x40 šrouby pod šestihranným oknem (mají na sobě také pružinky).
- Máte-li MK3S nebo MK2.5S, odšroubujte jedenM3x40 šroub (také s pružinkou).
Filament zaseknutý v PTFE trubičce
Pokud je filament uvízlý v bílé teflonové trubičce, musíte vyjmout hotend z extruderu. K tomu použijte tento návod (kroky 2 - 5). Obnažený hotend zůstane viset před vámi. Předehřejte jej pomocí LCD Menu -> Nastavení -> Teplota -> Tryska (260 °C při tisku z PLA, 280 °C při tisku z PETG či ABS) a zjistěte, zda můžete odstranit filament vytažením z PTFE trubičky pomocí kleští.
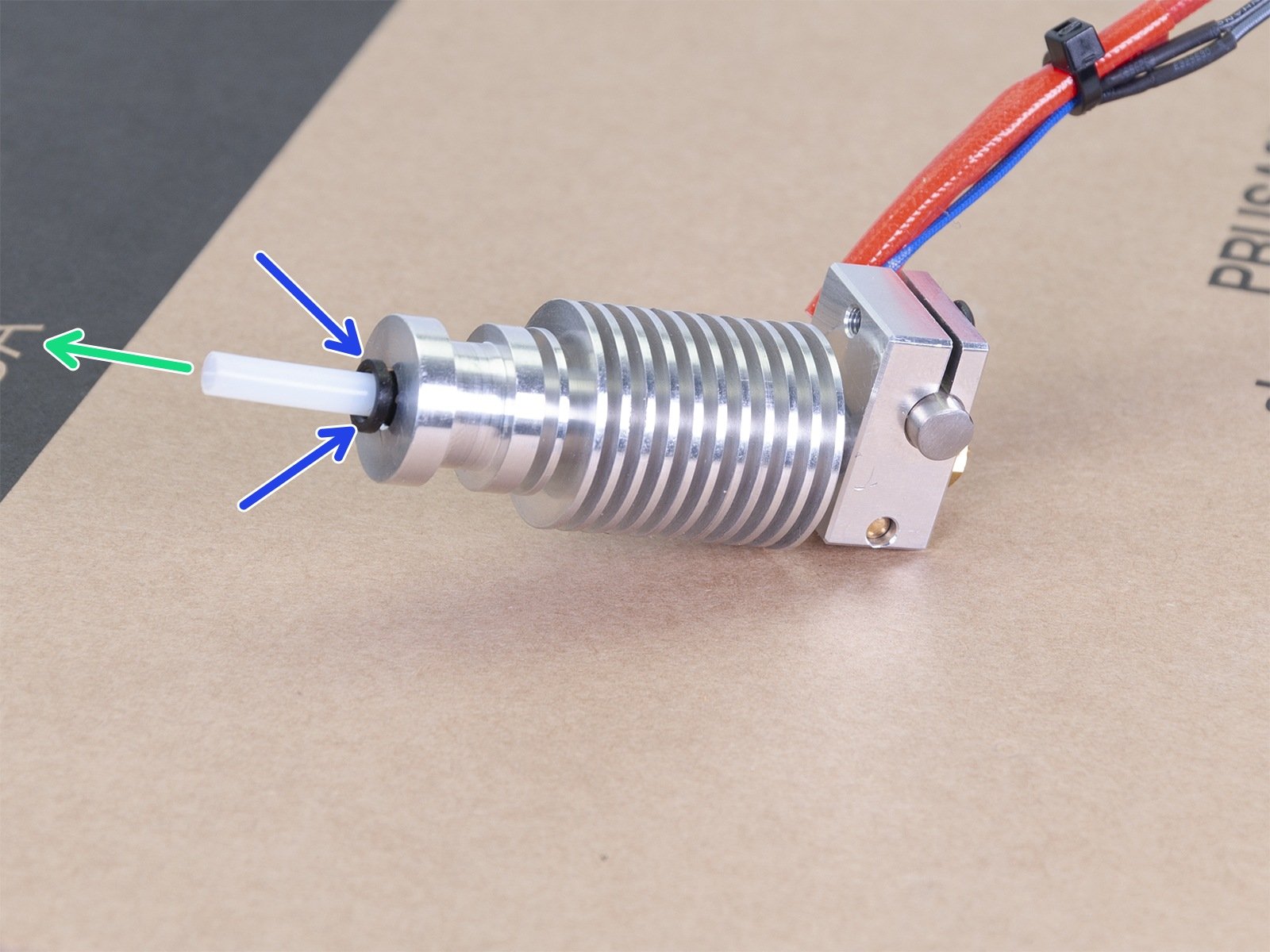
Někdy je nezbytné vyndat PTFE trubičku. V tomto případě musíte zatlačit černou nylonovou objímku dolů k chladiči, abyste trubičku uvolnili. Zatímco tlačíte objímku dolů, vytáhněte PTFE trubičku ven.
Byla-li PTFE trubička trvale poškozena ucpáním nebo během odstraňování, můžete si koupit novou v našem eshopu (MK3S, MK2.5S nebo MK2/S, MK3, MK2.5). Když vložíte novou PTFE trubičku, ujistěte se, že je správně zajištěna objímkou: musíte objímku vytáhnout asi o 1 mm ven a současně zatlačit PTFE trubičku dolů. Tímto způsobem zajistíte, že v hotendu nebude žádná vůle a PTFE trubička drží pevně na místě . Nesprávné zajištění PTFE trubičky může způsobit ucpávání.
Filament ucpaný v trysce
Pokud je PTFE trubička prázdná, v trysce mohou být zaseklé nečistoty. Odšroubujte trysku z bloku topení (podívejte se na tohoto průvodce, jak to udělat). Existují dva způsoby čištění: mechanicky nebo pomocí chemických rozpouštědel.
- Chcete-li trysku mechanicky vyčistit, zahřejte ji po vyjmutí z hotendu pomocí horkovzdušné pistole nebo případně fénu a vyjměte zaseknutou hmotu pomocí kleští nebo pomocí pinzety.
- Pokud jste používali PLA nebo ABS, je možné trysku chemicky vyčistit. ABS se rozpouští v acetonu a PLA v tetrahydrofuranu nebo ethylacetátu. Ponořte trysku na několik hodin do jedné z těchto látek a poté pomocí kleští či pinzety odstraňte mazlavou hmotu.
Po vyřešení ucpání
Vyčistěte podávací kolečka Bondtech
Pokud jste měli ucpanou trysku, podávací kolečka obrousí filament a jeho zbytky se na nich usadí a nahromadí, což následně sníží schopnost koleček uchopit filament. Kolečka očistěte. Otevřete dvířka idleru a vyčistěte každou drážku ozubeného kolečka pomocí párátka nebo akupunkturní jehly, která vám přišla společně s tiskárnou.
Zakryjte PTFE trubičku, aby do ní nenapadaly žádné nečistoty. Můžete k tomu použít vatovou tyčinku - spolehlivě zakryje trubičku, aniž by ji poškodila. Po dokončení čištění extruder pořádně vyfoukejte, abyste odstranili veškeré zbytky, ale PTFE trubičku udržujte zakrytou.
Kalibrace
Pokud jste měnili trysku, měli byste znovu provést minimálně Kalibraci první vrstvy, jelikož se mohla s novou tryskou změnit.
Pokud jste odmontovali a znovu namontovali extruder a/nebo hotend, doporučujeme projít znovu celou kalibrací os XYZ a také Kalibrací první vrstvy.
Komentáře


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Stále nemáte jasno?
Pokud nemůžete najít odpověď na vaši otázku, projděte si naše další materiály na webu.
A pokud nenajdete odpověď, pošlete nám zprávu na [email protected] nebo přes tlačítko níže.