- English
- Italiano
- Deutsch
- Français
- 日本語
- Home
- Rozwiązywanie problemów
- Rozwiązywanie problemów z drukarką
- Przesunięcie narzędzia poza zakresem #17104 (XL)
Przesunięcie narzędzia poza zakresem #17104 (XL)
- Rozwiązywanie problemów z jakością druku
- Kody QR dla błędów
- Rozwiązywanie problemów z drukarką
- Przegrzanie A64 #10207 (SL1/SL1S)
- Pomiar temperatury otoczenia (MK3/MK3S)
- Temperatura otoczenia jest zbyt niska #10703 (SL1/SL1S)
- Zbyt wysoka temperatura otoczenia #10702 (SL1/SL1S)
- Wystąpił nieznany błąd #10701 (SL1)
- Nie można uruchomić tej akcji #10506 (SL1/SL1S)
- Alokacja BBF nie powiodła się #17531 (XL)
- Alokacja BBF nie powiodła się #26531 (MK4S) #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- Inicjalizacja BBF nie powiodła się #17532 (XL)
- Inicjalizacja BBF nie powiodła się #26532 (MK4S) #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- Błąd Maxtemp - stół #26205 (MK4S) #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- Błąd Mintemp - stół #26207 (MK4S) #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- Błąd grzania stołu #26201 (MK4S) #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- Thermal runaway - stół #26203 (MK4S) #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- Przepalony bezpiecznik (MINI)
- Przepalony bezpiecznik (MK2S/MK2.5/MK2.5S)
- Przepalony bezpiecznik (MK3/MK3S/MK3S+)
- Przepalony bezpiecznik (MK4/S, MK3.9/S)
- Blue Screen of Death (BSOD)
- Problem ze wzmacniaczem #10320 (SL1S)
- Zbrickowana drukarka (SL1/SL1S)
- Projekt kalibracyjny jest nieprawidłowy #10543 (SL1/SL1S)
- Nie można skopiować projektu #10704 (SL1/SL1S)
- Nie można pobrać kanału aktualizacji #10514 (SL1)
- Nie można odczytać projektu #10539 (SL1/SL1S)
- Nie można usunąć projektu #10545 (SL1/SL1S)
- Zatkany hotend (MK4)
- Zatkany hotend (XL)
- Zatkana dysza/hotend (MINI/MINI+)
- Zatkana dysza/hotend (MK3.5/S, MK3S+, MK2.5S)
- Rejestracja w Prusa Connect nie powiodła się
- Rejestracja w Prusa Connect nie powiodła się #12401 (MINI)
- Rejestracja w Prusa Connect nie powiodła się #17401 (XL)
- Rejestracja w Prusa Connect nie powiodła się #21401 (MK3.9)
- Rejestracja w Prusa Connect nie powiodła się #23401 (MK3.5)
- Rejestracja w Prusa Connect nie powiodła się #26401 (MK4S) #13401 (MK4)
- Katalog nie jest pusty #10546 (SL1/SL1S)
- Odłączony panel UV LED #10321 (SL1/SL1S)
- Niepowodzenie testu wyświetlacza #10120 (SL1/SL1S)
- Błąd płytki Dwarf #17502 (XL)
- Błąd Dwarf #17503 (XL)
- EEPROM I2C - odbiór zajęty #17316 (XL)
- EEPROM I2C - odbiór zajęty #26316 (MK4S) #13316 (MK4) #21316 (MK3.9) #23316 (MK3.5)
- Zatrzymanie awaryjne #12510 (MINI)
- Emergency stop #17510 (XL)
- Zatrzymanie awaryjne #26510 (MK4S) #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- Błąd ESP #17504 (XL)
- Błąd ESP #17505 (XL)
- ESP error #17506 (XL)
- Błąd ESP #26504 (MK4S) #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- Błąd ESP #26505 (MK4S) #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- Błąd ESP #26506 (MK4S) #13506 (MK4) #21506 (MK3.9) #23506 (MK3.5)
- ESP nie podłączony #17533 (XL)
- Oczekuj przegrzania #10714 (SL1/SL1S)
- External SPI flash W25X20CL/xFLASH not responding - błąd
- Blob na ekstruderze
- Extruder Maxtemp error #17206 (XL)
- Błąd Mintemp - hotend #17208 (XL)
- Odgłosy dochodzące z ekstrudera
- Błąd nagrzewania ekstrudera #17202 (XL)
- Niezgodność temperatury hotendu #17210 (XL)
- Thermal runaway - ekstruder #17204 (XL)
- Zatrzymanie ekstruzji w trakcie wydruku (przenikanie ciepła - "heat creep")
- Reset ustawień fabrycznych (MINI)
- Reset do ustawień fabrycznych (MK2S/MK2.5S/MK3S)
- Reset ustawień fabrycznych (MK4/S, MK3.9/S, MK3.5/S, MINI/+, XL)
- Factory Reset (MMU)
- Reset ustawień fabrycznych (MMU2S firmware starsze niż 1.0.6)
- Reset ustawień fabrycznych (SL1/SL1S)
- Niepowodzenie odczytu pliku konfiguracyjnego #10505 (SL1)
- Nieudana kalibracja Z (MK3S/MK2.5S)
- Błąd wentylatora #10106 (SL1/SL1S)
- Ostrzeżenie wentylatora #10713 (SL1/SL1S)
- Brak możliwości rozładowania filamentu (MINI/MINI+)
- Nie można załadować filamentu
- Nie można załadować filamentu (MK4/S, MK3.9/S)
- Nie można załadować filamentu (XL)
- Czujnik filamentu (MK4/S, MK3.9/S, XL)
- Plik już istnieje! #10520 (SL1)
- Nie znaleziono pliku #10518 (SL1/SL1S)
- Błąd systemu plików #12613 (MINI/MINI+)
- Błąd systemu plików #26613 (MK4S) #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- FINDA - ustawienie i rozwiązywanie problemów
- FINDA: Filament zablokowany #04102 (MMU)
- Firmware w wewnętrznej pamięci flash uszkodzony! #12608 (MINI)
- Firmware missing #17612 (XL)
- Wymagana jest aktualizacja firmware #26701 (MK4S) #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- Problemy podczas aktualizowania firmware (MK2.5S/MK3S+/MMU2S/MMU3)
- Pierwsza warstwa nie przykleja się (SL1/SL1S)
- Błąd wymazywania pamięci flash #12605 (MINI/MINI+)
- Flash erase error #17605 (XL)
- Błąd wymazywania pamięci flash #26605 (MK4S) #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- FW w wewnętrznej pamięci flash uszkodzony #26608 (MK4S) #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- Nieudana weryfikacja hashu #12607 (MINI/MINI+)
- Nieudana weryfikacja hashu #17607 (XL)
- Nieudana weryfikacja hashu #26607 (MK4S) #13607 (MK4) #21607 (MK3.9) #23607 (MK3.5)
- Podgrzewany stół nie nagrzewa się prawidłowo
- Zbyt duży prąd na podgrzewanym stole #26309 (MK4S) #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- Niezgodność temperatury stołu #17209 (XL)
- Błąd Maxtemp - bariera cieplna #17212 (XL)
- Błąd MAXTEMP - bariera cieplna #26212 (MK4S) #13212 (MK4) #21212 (MK3.9)
- Błąd Mintemp - bariera cieplna #17211 (XL)
- Błąd MINTEMP - bariera cieplna #26211 (MK4S) #13211 (MK4) #21211 (MK3.9)
- Błąd bazowania #12301 (MINI)
- Błąd bazowania Y #12304 (MINI/MINI+)
- Homing error X #17304 (XL)
- Błąd bazowania osi X #26304 (MK4S) #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Błąd bazowania Y #12305 (MINI/MINI+)
- Homing error Y #17305 (XL)
- Błąd bazowania osi Y #26305 (MK4S) #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Błąd bazowania osi Z #17301 (XL)
- Błąd bazowania osi Z #23301 (MK3.5)
- Błąd bazowania osi Z #26301 (MK4S) / #13301 (MK4) / #21301 (MK3.9)
- Wentylator hotendu nie obraca się
- Zbyt duży prąd na grzałce dyszy #17322
- Błąd Maxtemp - hotend #23206 (MK3.5)
- Błąd MINTEMP: hotend #23208 (MK3.5)
- Błąd Mintemp - hotend #26208 (MK4S) #13208 (MK4) #21208 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- Błąd grzania hotendu #26202 (MK4S) #13202 (MK4) #21202 (MK3.9)
- Rozbieżność temperatur hotendu #13210 (MK3.9/MK4) #23210 (MK3.5)
- Rozbieżność temperatur hotendu #23210 (MK3.5)
- Thermal runaway: hotend #23204 (MK3.5)
- Thermal runaway - hotend #26204 (MK4S) #13204 (MK4) #21204 (MK3.9)
- I2C Odbiór nie powiódł się #17315 (XL)
- I2C Odbiór nie powiódł się #26315 (MK4S) #13315 (MK4) #21315 (MK3.9) #23315 (MK3.5)
- I2C Timeout odbioru #17317 (XL)
- Timeout odbioru I2C #26317 (MK4S) #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- I2C Odbiór nieokreślony #17318 (XL)
- I2C Odbiór nieokreślony #26318 (MK4S) #13318 (MK4) #21318 (MK3.9) #23318 (MK3.5)
- I2C Wysyłanie zajęte #17312 (XL)
- I2C Wysyłanie zajęte #26312 (MK4S) #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- I2C Wysyłanie nie powiodło się #17311 (XL)
- I2C Wysyłanie nie powiodło się #26311 (MK4S) #13311 (MK4) #21311 (MK3.9) #23311 (MK3.5)
- I2C Timeout wysyłania #17313 (XL)
- I2C Timeout wysyłania #26313 (MK4S) #13313 (MK4) #21313 (MK3.9) #23313 (MK3.5)
- I2C Wysyłanie niezdefiniowane #17314 (XL)
- I2C Wysyłanie niezdefiniowane #26314 (MK4S) #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- Impostor! Fałszywa sygnatura #17606 (XL)
- Niewłaściwy model drukarki #10705 (SL1/SL1S)
- Pamięć wewnętrzna jest pełna #10516 (SL1/SL1S)
- Błędny klucz API #10405 (SL1/SL1S)
- Nieprawidłowy rozmiar FW na USB #12603 (MINI/MINI+)
- Nieprawidłowy rozmiar FW na USB #26603 (MK4S) #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- Kalibracja czujnika filamentu IR (MMU3, MMU2S)
- Rozwiązywanie problemów z czujnikiem filamentu IR (MINI/MINI+)
- Rozwiązywanie problemów z czujnikiem filamentu IR (MK2.5S, MK3S)
- Ekran LCD nie działa
- Błąd pamięci LED #17529 (XL)
- Błąd pamięci LED #26529 (MK4S) #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Live Adjust Z nie zapisuje ustawień
- Ładowanie do ekstrudera nie powiodło się #04108 (MMU)
- Nieprawidłowa konfiguracja czujnika tensometrycznego #17527 (XL)
- Nieprawidłowa konfiguracja czujnika tensometrycznego #26527 (MK4S) #13527 (MK4) #21527 (MK3.9)
- Pomiar tensometrem nieudany #17526 (XL)
- Pomiar tensometrem nieudany #26526 (MK4S) #13526 (MK4) #21526 (MK3.9)
- Tensometr nie skalibrowany #17523 (XL)
- Tensometr nie skalibrowany #26523 (MK4S) #13523 (MK4) #21523 (MK3.9)
- Błąd tarowania tensometru #17524 (XL)
- Błąd tarowania tensometru #26524 (MK4S) #13524 (MK4) #21524 (MK3.9)
- Niepowodzenia tarowania tensometru #17525 (XL)
- Niepowodzenie tarowania tensometru #26525 (MK4S) #13525 (MK4) #21525 (MK3.9)
- Timeout tensometru #17528 (XL)
- Timeout tensometru #26528 (MK4S) #13528 (MK4) #21528 (MK3.9)
- Rozwiązywanie problemów z czujnikiem tensometrycznym
- Rejestrowanie danych przez linię szeregową (MMU2S)
- Głośny hałas dobiegający z drukarki (SL1/SL1S)
- Test czujnika M.I.N.D.A./SuperPINDA (MINI/MINI+)
- Timeout żądania Marlina #17530 (XL)
- Timeout żądania Marlina #26530 (MK4S) #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Ostrzeżenie - maska niedostępna #10709 (SL1/SL1S)
- Błąd Maxtemp - stół #12205 (MINI)
- Błąd Maxtemp - głowica #12206 (MINI)
- Błąd MCU Maxtemp #17213 (XL)
- Błąd Mintemp - stół #12207 (MINI)
- Błąd Mintemp - głowica #12208 (MINI)
- Przestawiony czujnik PINDA (MK2/S)
- Brakujące elementy wydruku (SL1/SL1S)
- MK3S wyświetla komunikat o zmianie filamentu
- MMU MCU Zbyt niska moc #04307 (MMU)
- Zbyt duży prąd MMU #26310 (MK4S) #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- Docisk MMU2S nie może się swobodnie poruszać
- Znaczenie diod LED na MMU2S
- MMU2S - Wybierak nie porusza się
- Błąd stołu modułowego #17250 (XL)
- Błąd stołu modułowego #17251 (XL)
- Błąd stołu modułowego #17252 (XL)
- Błąd stołu modułowego #17253 (XL)
- Błąd stołu modułowego #17254 (XL)
- Błąd stołu modułowego #17255 (XL)
- Błąd stołu modułowego #17256 (XL)
- Błąd stołu modułowego #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Błąd stołu modułowego #17319 (XL)
- Błąd stołu modułowego #17320 (XL)
- Błąd stołu modułowego #17501 (XL)
- Obsługa multimetru
- Brak pliku na USB #12604 (MINI/MINI+)
- Brak pliku do ponownego wydrukowania #10508 (SL1)
- Brak FW w wewnętrznej pamięci flash #12612 (MINI/MINI+)
- Brak FW w wewnętrznej pamięci flash #26612 (MK4S) #13612 (MK4) #21612 (MK3.9) #23612 (MK3.5)
- Brak pliku FW na USB #26604 (MK4S) #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Brak połączenia z siecią #10402 (SL1/SL1S)
- Za mało warstw #10540 (SL1/SL1S)
- Za mało żywicy #10706 (SL1/SL1S)
- Czyszczenie dyszy nieudane (MK4, MK3.9)
- Czyszczenie dyszy nieudane (XL)
- Dysza zderzyła się ze stołem
- Zbyt duży prąd na grzałce dyszy #23308 (MK3.5)
- Zbyt duży prąd na grzałce dyszy #26308 (MK4S) #13308 (MK4) #21308 (MK3.9)
- Ostrzeżenie o przycięciu obiektu #10710 (SL1/SL1S)
- Nie udało się otworzyć projektu #10504 (SL1/SL1S)
- Brak pamięci #17507 (XL)
- Brak pamięci #26507 (MK4S) #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- Test czujnika P.I.N.D.A./SuperPINDA
- Parametry poza zakresem #10707 (SL1/SL1S)
- Trzpień nie znaleziony #17107 (XL)
- Pełny bufor PNG #17508 (XL)
- Pełny bufor PNG #26508 (MK4S) #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- Błąd grzania stołu #12201 (MINI)
- Błąd grzania głowicy #12202 (MINI)
- Wstępne wczytanie nieudane #10503 (SL1/SL1S)
- Brak plików przykładowych #10523 (SL1/SL1S)
- Wentylator wydruku nie obraca się
- Drukarka nie włącza się lub stale się wyłącza
- Analiza projektu nieudana #10542 (SL1/SL1S)
- Projekt jest uszkodzony #10541 (SL1/SL1S)
- Rozwiązywanie problemów z PrusaLink
- Błąd puppy #17511 (XL)
- Błąd puppy #17512 (XL)
- Błąd puppy #17513 (XL)
- Błąd puppy #17514 (XL)
- Błąd puppy #17515 (XL)
- Błąd puppy #17516 (XL)
- Błąd puppy #17517 (XL)
- Błąd puppy #17518 (XL)
- Błąd puppy #17519 (XL)
- Błąd puppy #17520 (XL)
- Błąd puppy #17521 (XL)
- Błąd puppy #17522 (XL)
- Błąd zdalnego API #10407 (SL1/SL1S)
- Niski poziom żywicy #10712 (SL1/SL1S)
- Niepowodzenie pomiaru poziomu żywicy #10124 (SL1/SL1S)
- Błąd czujnika żywicy #10307 (SL1/SL1S)
- Zbyt wysoki poziom żywicy #10109 (SL1/SL1S)
- Zbyt niski poziom żywicy #10108 (SL1/SL1S)
- Przykładowe pliki G-code
- Zapisanie loga (SL1/SL1S)
- Karta SD nie działa
- Karty SD i pamięci USB
- Selftest nieudany (XL multi-tool)
- Selftest nieudany (XL)
- Nieudana weryfikacja podpisu #12606 (MINI/MINI+)
- Nieudana weryfikacja podpisu #26606 (MK4S) #13606 (MK4) #21606 (MK3.9) #23606 (MK3.5)
- SL1 Błąd mechanizmu przechylania
- Potwór Spaghetti
- Ustawienie kątów w MINI
- Diody LED - objaśnienie statusów (MK4/XL)
- Diody LED - objaśnienie statusów (MMU3)
- Wykrywanie zablokowanego filamentu #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Splątany filament
- Niezgodność temperatury stołu #12209 (MINI/MINI+)
- Niezgodność temperatury hotendu #12210 (MINI/MINI+)
- Temperatura poza zakresem #10208 (SL1/SL1S)
- Thermal runaway - stół #12203 (MINI)
- Thermal runaway - głowica #12204 (MINI)
- Zwarcie sterownika TMC #04304 (MMU)
- Zwarcie sterownika TMC #04314 (MMU)
- Zwarcie sterownika TMC #04324 (MMU)
- Przesunięcie narzędzia poza zakresem #17104 (XL)
- Co się stało?
- Jak to naprawić?
- Błąd zmieniarki narzędzi #17101 (XL)
- Problem ze zmieniarką narzędzi (XL multi-tool)
- Niepowodzenie testu osi kolumny #10118 (SL1/SL1S)
- Brak autoryzacji #10406 (SL1/SL1S)
- Niewystarczająca ekstruzja (drukarki z Nextruderem)
- Nieznany błąd #10501 (SL1/SL1S)
- Nieoczekiwany błąd MC #10306 (SL1/SL1S)
- Nieznany model drukarki #10323 (SL1/SL1S)
- Nieobsługiwana wersja BBF #12614 (MINI/MINI+)
- Nieobsługiwana wersja BBF #26614 (MK4S) #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Nieobsługiwany rodzaj drukarki #12610 (MINI/MINI+)
- Nieobsługiwany rodzaj drukarki #26610 (MK4S) #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Nieobsługiwana wersja drukarki #12611 (MINI/MINI+)
- Nieobsługiwana wersja drukarki #26611 (MK4S) #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- Zbyt duży prąd w urządzeniu USB #17307 (XL)
- Zbyt duży prąd w urządzeniu USB #26307 (MK4S) #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- Nie wykryto pamięci USB #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- Nie podłączono USB #12602 (MINI/MINI+)
- Nie podłączono USB #26602 (MK4S) #13602 (MK4) #21602 (MK3.9) #23602 (MK3.5)
- Zbyt duży prąd na porcie USB #17306 (XL)
- Zbyt duży prąd na porcie USB #26306 (MK4S) #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- Błąd temperatury UV LED #10209 (SL1/SL1S)
- Błąd napięcia UV LED #10309 (SL1)
- Wibracje podczas drukowania (MK3S+/MK2.5S)
- Nieprawidłowy model drukarki #10544 (SL1/SL1S)
- Nieprawidłowa rewizja Kontrolera Ruchu #10301 (SL1)
- Nieprawidłowa pozycja XY #17106 (XL)
- Próbkowanie XY niestabilne #17105 (XL)
- Komunikaty błędów występujące podczas drukowania
Co się stało?
W Original Prusa XL z wieloma narzędziami, przesunięcie narzędzi względem pierwszego jest kalibrowane za pomocą kalibracji przesunięcia narzędzi. Jeśli przesunięcie jednego z narzędzi jest zbyt duże w porównaniu do oczekiwanego zakresu, drukarka wyświetli następujący komunikat: "Przesunięcie %c narzędzia %d: %.3f jest poza zakresem [%.3f, %.3f]".
Nazwa błędu: Przesunięcie narzędzia poza zakresem
Kod błędu: #17104
Jak to naprawić?
Rozładuj filament
Upewnij się, że filament jest rozładowany przed rozpoczęciem kalibracji.
Pozycja dyszy
W jednonarzędziowej XL, po demontażu pokrywy wózka osi X [X-carriage-cover], przytrzymaj blok grzejny (upewnij się, że dysza nie jest nagrzana!) i użyj klucza Torx TX8 w sposób pokazany na ilustracji, aby dokręcić wkręt dociskowy. Nie używaj nadmiernej siły podczas dokręcania, ponieważ może to spowodować uszkodzenie rurki hotendu. Blok grzejny musi być umieszczony mniej więcej pod kątem 35°-40°, aby nie uszkodzić przewodów hotendu.
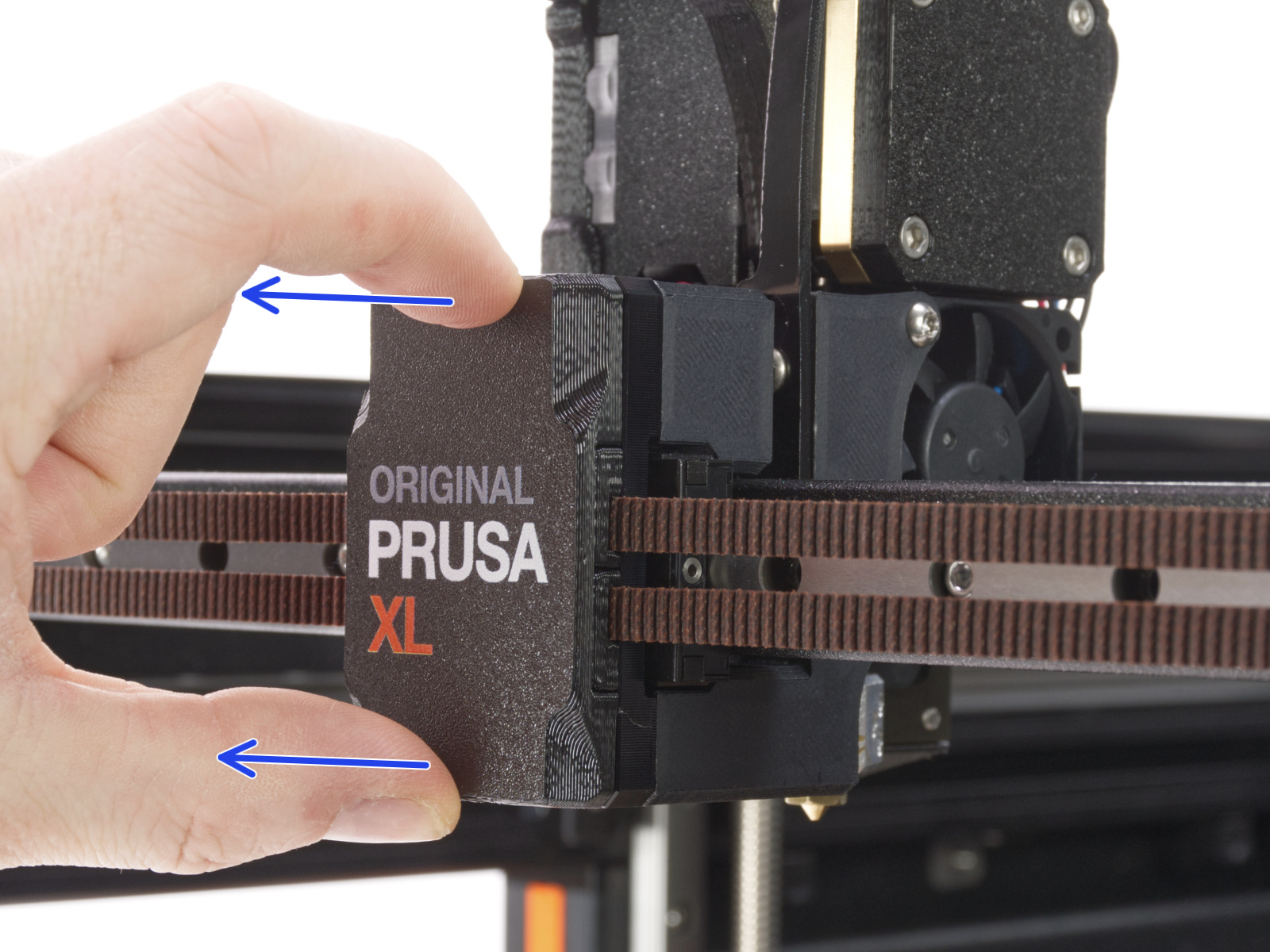 | 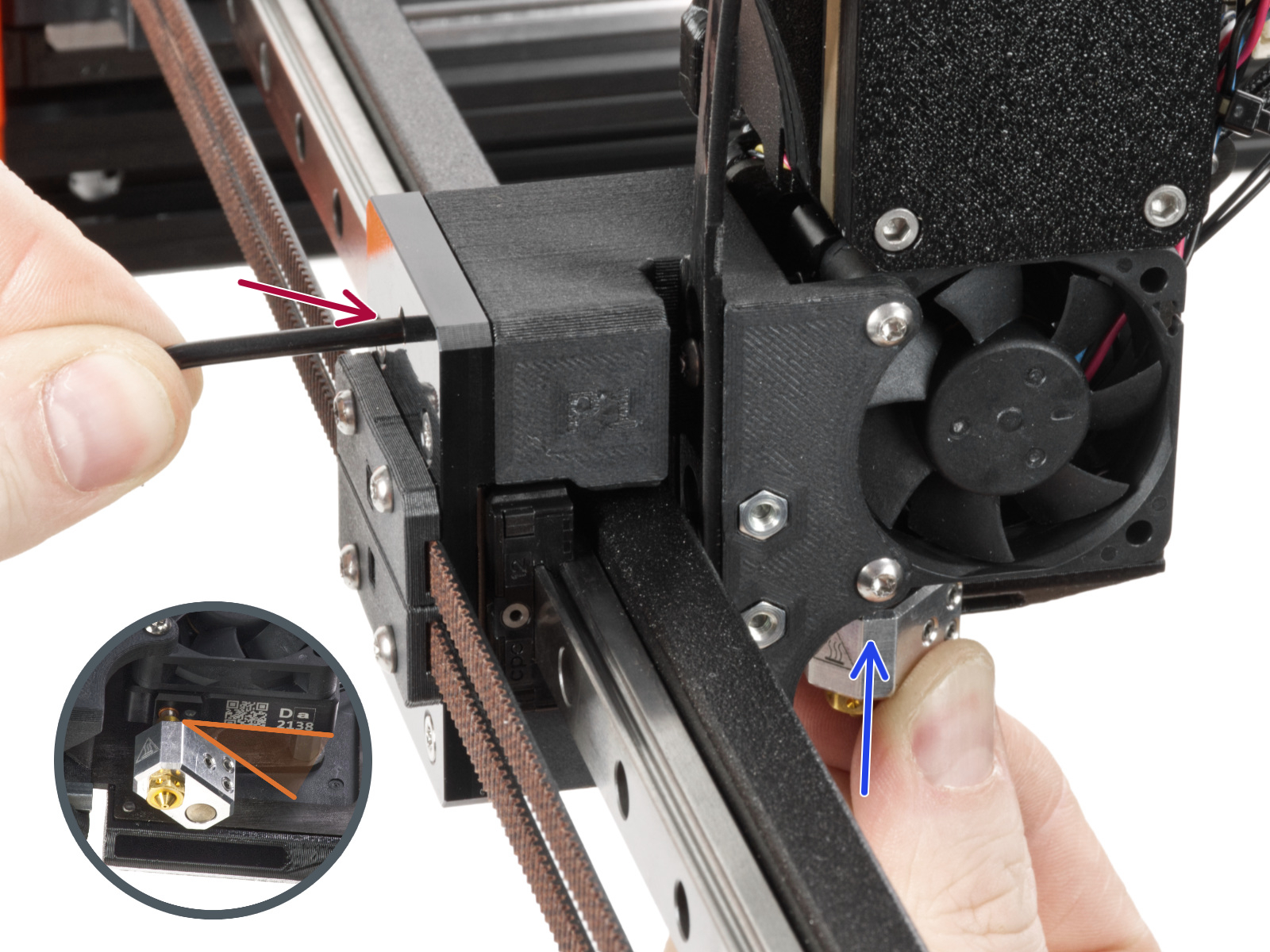 |
W wielonarzędziowej XL zidentyfikuj narzędzie, którego dysza wymaga kontroli i zaparkuj je. Przytrzymaj blok grzejny (upewnij się, że dysza nie jest nagrzana!) i wsuń klucz Torx TX8 w otwór pokazany na ilustracji, aby dokręcić wkręt dociskowy. Nie używaj nadmiernej siły podczas dokręcania, ponieważ może to spowodować uszkodzenie rurki hotendu. Blok grzejny musi być umieszczony mniej więcej pod kątem 35°-40°, aby nie uszkodzić przewodów hotendu.

Wyczyść dyszę
Użyj małej mosiężnej szczotki, aby zetrzeć stary plastik przyklejony do dyszy i bloku grzejnego. Zachowaj ostrożność, aby nie dopuścić do kontaktu szczotki z przewodami hotendu, ponieważ może to spowodować zwarcie.

Zamień hotend
Jeśli powyższe punkty nie rozwiązały problemu, wymień hotend uszkodzonego narzędzia na jeden z hotendów z narzędzia, które przechodzi kalibrację bez błędów.
Jeśli błąd przenosi się wraz z zamienonym hotendem, skontaktuj się z naszą obsługą klienta, podając te informacje.
Kalibracja pozycji doku
Jeśli komunikat o błędzie nie przechodzi wraz z narzędziem, w którym hotend został wymieniony, możliwe jest, że problem leży w doku lub jego kalibracji.
Skalibruj pozycję doku odpowiadającego narzędziu, które wyświetliło komunikat o błędzie. Aby to zrobić, przejdź do menu LCD -> Sterowanie -> Kalibracje i testy -> Kalibracja pozycji doku.
Zredukuj wibracje
Jakakolwiek forma wibracji rozprzestrzeniająca się na powierzchnię pod drukarką lub nie w pełni stabilna powierzchnia pod drukarką może spowodować fałszywy odczyt czujnika tensometrycznego, powodując wyzwolenie błędu bazowania.
Na przykład, drukarka pracująca obok Original Prusa XL może powodować wibracje, które są propagowane do niej, potencjalnie powodując błąd kalibracji przesunięcia narzędzia. W takim przypadku zatrzymaj wszystkie drukarki pracujące obok XL i ponów próbę kalibracji.
Możliwym rozwiązaniem tłumiącym hałas i wibracje drukarki jest umieszczenie drukarki na dodatkowej podstawie.
Komentarze


Wciąż masz pytania?
Jeśli masz pytanie dotyczące czegoś, czego nie opisaliśmy, to sprawdź dodatkowe zasoby.
A jeśli to nie działa, możesz wysłać zgłoszenie na [email protected] lub klikając poniższy przycisk.