- English
- Čeština
- Español
- Italiano
- Polski
- Français
- 日本語
- Home
- Fehlerbehebung
- Drucker-Fehlerbehebung
- Verstopftes Hotend (MK4)
Verstopftes Hotend (MK4)
- Druckqualität-Fehlerbehebung
- QR Fehlercodes
- Drucker-Fehlerbehebung
- A64 Überhitzung #10207 (SL1/SL1S)
- Prüfung der Umgebungstemperatur (MK3/MK3S)
- Umgebungstemperatur zu niedrig #10703 (SL1/SL1S)
- Umgebungstemperatur zu hoch #10702 (SL1/SL1S)
- Ein unerwarteter Fehler ist aufgetreten #10701 (SL1)
- Diese Aktion kann nicht ausgeführt werden #10506 (SL1/SL1S)
- BBF Zuweisung fehlgeschlagen #17531 (XL)
- BBF-Zuweisung fehlgeschlagen #26531 (MK4S) #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- BBF Initialisierung fehlgeschlagen #17532 (XL)
- BBF-Initialisierung fehlgeschlagen #26532 (MK4S) #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- Bett Maxtemp Fehler #26205 (MK4S) #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- Bett Mintemp Fehler #26207 (MK4S) #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- Aufheizfehler Bett #26201 (MK4S) #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- Bett Thermal Runaway #26203 (MK4S) #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- Durchgebrannte Sicherung (MINI)
- Durchgebrannte Sicherung (MK2S/MK2.5/MK2.5S)
- Durchgebrannte Sicherung (MK3/MK3S/MK3S+)
- Durchgebrannte Sicherung (MK4/S, MK3.9/S)
- Blue Screen of Death (BSOD) (Blauer Bildschirm des Todes)
- Problem mit der Boostplatine #10320 (SL1S)
- Blockierter Drucker (SL1/SL1S)
- Kalibrierungsprojekt ist ungültig #10543 (SL1/SL1S)
- Projekt nicht kopierbar #10704 (SL1/SL1S)
- Update-Kanal kann nicht abgerufen werden #10514 (SL1)
- Projekt kann nicht gelesen werden #10539 (SL1/SL1S)
- Projekt kann nicht entfernt werden #10545 (SL1/SL1S)
- Verstopftes Hotend (MK4)
- Wie erkennt man eine verstopfte Düse/ein verstopftes Hotend?
- Wie kann man einen verstopften Drucker reparieren?
- Verstopftes Hotend (XL)
- Verstopfte Düse/Hotend (MINI/MINI+)
- Verstopfte Düse/Hotend (MK3.5/S, MK3S+, MK2.5S)
- Registrierung für Connect fehlgeschlagen
- Connect Registrierung fehlgeschlagen #12401 (MINI)
- Connect Registrierung fehlgeschlagen #17401 (XL)
- Connect Registrierung fehlgeschlagen #21401 (MK3.9)
- Connect Registrierung fehlgeschlagen #23401 (MK3.5)
- Connect Registrierung fehlgeschlagen #26401 (MK4S) #13401 (MK4)
- Verzeichnis ist nicht leer #10546 (SL1/SL1S)
- Abgetrenntes UV-LED-Panel #10321 (SL1/SL1S)
- Display-Test fehlgeschlagen #10120 (SL1/SL1S)
- Dwarf Fehler #17502 (XL)
- Dwarf Fehler #17503 (XL)
- EEPROM I2C Empfang Busy #17316 (XL)
- EEPROM I2C Empfang Busy #26316 (MK4S) #13316 (MK4) #21316 (MK3.9) #23316
- Notstopp #12510 (MINI)
- Emergency stop #17510 (XL)
- Notstopp #26510 (MK4S) #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- ESP Fehler #17504 (XL)
- ESP Fehler #17505 (XL)
- ESP error #17506 (XL)
- ESP Fehler #26504 (MK4S) #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- ESP Fehler #26505 (MK4S) #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- ESP Fehler #26506 (MK4S) #13506 (MK4) #21506 (MK3.9) #23506 (MK3.5)
- ESP nicht verbunden #17533 (XL)
- Überhitzung zu erwarten #10714 (SL1/SL1S)
- Externer SPI-Flash W25X20CL/xFLASH antwortet nicht - Fehler
- Extruder Blob
- Extruder Maxtemp error #17206 (XL)
- Extruder Mintemp Fehler #17208 (XL)
- Extrudergeräusche
- Fehler beim Vorheizen des Extruders #17202 (XL)
- Extruder-Temperatur nicht passend #17210 (XL)
- Extruder Thermal Runaway #17204 (XL)
- Extrusion mitten im Druck gestoppt (Wärmekriechen)
- Werkseinstellung (MINI)
- Werkseinstellung (MK2S/MK2.5S/MK3S)
- Werkseinstellung (MK4/S, MK3.9/S, MK3.5/S, MINI/+, XL)
- Factory Reset (MMU)
- Werkseinstellung (MMU2S vor Firmware 1.0.6)
- Werkseinstellung (SL1/SL1S)
- Fehler beim Lesen der Konfigurationsdatei #10505 (SL1)
- Fehlschlagende Z-Kalibrierung (MK3S/MK2.5S)
- Lüfterausfall #10106 (SL1/SL1S)
- Lüfterwarnung #10713 (SL1/SL1S)
- Filament Entladen fehlgeschlagen (MINI/MINI+)
- Filament wird nicht geladen
- Filament wird nicht geladen (MK4/S, MK3.9/S)
- Filament wird nicht geladen (XL)
- Filamentsensor (MK4/S, MK3.9/S, XL)
- Datei existiert bereits! #10520 (SL1)
- Datei nicht gefunden #10518 (SL1/SL1S)
- Dateisystemfehler #12613 (MINI/MINI+)
- Dateisystemfehler #26613 (MK4S) #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- FINDA-Einrichtung und Fehlerbehebung
- FINDA: Filament klemmt #04102 (MMU)
- Die Firmware im internen Flash ist beschädigt! #12608 (MINI)
- Firmware missing #17612 (XL)
- Firmware Update benötigt #26701 (MK4S) #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- Firmware-Aktualisierung Probleme (MK2.5S/MK3S+/MMU2S/MMU3)
- Erste Schicht haftet nicht (SL1/SL1S)
- Flash-Lösch-Fehler #12605 (MINI/MINI+)
- Flash erase error #17605 (XL)
- Flash-Lösch-Fehler #26605 (MK4S) #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- FW im internen Flash korrumpiert#26608 (MK4S) #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- Hash-Verifizierung fehlgeschlagen #12607 (MINI/MINI+)
- Hash-Verifizierung fehlgeschlagen #17607 (XL)
- Hash-Verifizierung fehlgeschlagen #26607 (MK4S) #13607 (MK4) #21607 (MK3.9) #23607 (MK3.5)
- Heizbett heizt sich nicht richtig auf
- Überstrom am Heizbett-Anschluss #26309 (MK4S) #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- Heizbett Temperatur nicht passend #17209 (XL)
- Heatbreak Maxtemp Fehler #17212 (XL)
- Heatbreak MAXTEMP Fehler #26212 (MK4S) #13212 (MK4) #21212 (MK3.9)
- Heatbreak Mintemp Fehler #17211 (XL)
- Heatbreak MINTEMP Fehler #26211 (MK4S) #13211 (MK4) #21211 (MK3.9)
- Referenzfahrt Fehler #12301 (MINI)
- Referenzfahrt Fehler X #12304 (MINI/MINI+)
- Homing error X #17304 (XL)
- Homing Fehler X #26304 (MK4S) #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Referenzfahrt Fehler Y #12305 (MINI/MINI+)
- Homing error Y #17305 (XL)
- Homing Fehler Y #26305 (MK4S) #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Homing Fehler Z #17301 (XL)
- Homing Fehler Z #23301 (MK3.5)
- Homing Fehler Z #26301 (MK4S) #13301 (MK4) #21301 (MK3.9)
- Hotend Lüfter dreht sich nicht
- Hotend Heizung Überstrom #17322
- Hotend Maxtemp Fehler #23206 (MK3.5)
- Hotend Mintemp Fehler #23208 (MK3.5)
- Hotend Mintemp Fehler #26208 (MK4S) #13208 (MK4) #21208 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- Fehler beim Vorheizen des Hotends #26202 (MK4S) #13202 (MK4) #21202 (MK3.9)
- Hotend Temperatur nicht passend #13210 (MK3.9/MK4) #23210 (MK3.5)
- Hotend Temperatur nicht passend #23210 (MK3.5)
- Hotend Thermal Runaway #23204 (MK3.5)
- Hotend Thermal Runaway #26204 (MK4S) #13204 (MK4) #21204 (MK3.9)
- I2C Empfang fehlgeschlagen #17315 (XL)
- I2C-Empfang fehlgeschlagen #26315 (MK4S) #13315 (MK4) #21315 (MK3.9) #23315 (MK3.5)
- I2C Empfang Timeout #17317 (XL)
- I2C Empfangszeitüberschreitung #26317 (MK4S) #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- I2C Empfang undefiniert #17318 (XL)
- I2C-Empfang undefiniert #26318 (MK4S) #13318 (MK4) #21318 (MK3.9) #23318 (MK3.5)
- I2C Send Busy #17312 (XL)
- I2C Send Busy #26312 (MK4S) #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- I2C Senden fehlgeschlagen #17311 (XL)
- I2C Senden fehlgeschlagen #26311 (MK4S) #13311 (MK4) #21311 (MK3.9) #23311 (MK3.5)
- I2C Send Timeout #17313 (XL)
- I2C Sendezeitüberschreitung #26313 (MK4S) #13313 (MK4) #21313 (MK3.9) #23313 (MK3.5)
- I2C Send Undefined #17314 (XL)
- I2C Sendefehler undefiniert #26314 (MK4S) #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- Hochstapler! Falsche Signatur #17606 (XL)
- Falsches Druckermodell #10705 (SL1/SL1S)
- Interner Speicher voll #10516 (SL1/SL1S)
- Ungültiger API-Schlüssel #10405 (SL1/SL1S)
- Ungültige FW-Größe auf USB #12603 (MINI/MINI+)
- Ungültige FW-Größe auf USB #26603 (MK4S) #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- Kalibrierung des IR-Filamentsensors (MMU3, MMU2S)
- IR-Filamentsensor-Fehlersuche (MINI/MINI+)
- Fehlerbehebung beim IR-Filamentsensor (MK2.5S, MK3S)
- LCD-Bildschirm funktioniert nicht
- LED-Speicherfehler #17529 (XL)
- LED-Speicherfehler #26529 (MK4S) #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Live-Z-Anpassung wird nicht gespeichert
- Laden in den Extruder fehlgeschlagen #04108 (MMU)
- Wägezelle falsch konfiguriert #17527 (XL)
- Wägezelle falsch konfiguriert #26527 (MK4S) #13527 (MK4) #21527 (MK3.9)
- Messung der Wägezelle fehlgeschlagen #17526 (XL)
- Messung der Wägezelle fehlgeschlagen #26526 (MK4S) #13526 (MK4) #21526 (MK3.9)
- Wägezelle nicht kalibriert #17523 (XL)
- Wägezelle nicht kalibriert #26523 (MK4S) #13523 (MK4) #21523 (MK3.9)
- Tara-Fehler Wägezelle #17524 (XL)
- Tara-Fehler der Wägezelle #26524 (MK4S) #13524 (MK4) #21524 (MK3.9)
- Tara der Wägezelle fehlgeschlagen #17525 (XL)
- Tara der Wägezelle fehlgeschlagen #26525 (MK4S) #13525 (MK4) #21525 (MK3.9)
- Zeitüberschreitung Wägezelle #17528 (XL)
- Zeitüberschreitung der Wägezelle #26528 (MK4S) #13528 (MK4) #21528 (MK3.9)
- Wägezelle Fehlersuche
- Protokollierung von Daten über die serielle Leitung (MMU2S)
- Laute Geräusche aus dem Drucker (SL1/SL1S)
- M.I.N.D.A./SuperPINDA Sensor prüfen (MINI/MINI+)
- Zeitüberschreitung bei Marlin-Anfrage #17530 (XL)
- Zeitüberschreitung bei Marlin-Anfrage #26530 (MK4S) #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Maske fehlt Warnung #10709 (SL1/SL1S)
- Maxtemp Fehler Bett #12205 (MINI)
- Maxtemp Fehler Druckkopf #12206 (MINI)
- MCU Maxtemp Fehler #17213 (XL)
- Mintemp Fehler Bett #12207 (MINI)
- Mintemp Fehler Druckkopf #12208 (MINI)
- Verstellter PINDA Sensor (MK2/S)
- Fehlende Teile (SL1/SL1S)
- MK3S fordert weiterhin zum Filamentwechsel auf
- MMU MCU Unterspannung #04307 (MMU)
- MMU Überstrom #26310 (MK4S) #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- MMU2S Spannrad bewegt sich nicht frei
- MMU2S Bedeutung der LED
- MMU2S Selector bewegt sich nicht
- Modulares Bett Fehler #17250 (XL)
- Modular-Bett-Fehler#17251 (XL)
- Modulares Bett Fehler #17252 (XL)
- Modulares Bett Fehler #17253 (XL)
- Modulares Bett Fehler #17254 (XL)
- Modulares Bett Fehler #17255 (XL)
- Modulares Bett Fehler #17256 (XL)
- Modulares Bett Fehler #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Modulares Bett Fehler #17319 (XL)
- Modular Bett Fehler #17320 (XL)
- Modulares Bett Fehler #17501 (XL)
- Multimeter-Verwendung
- Keine Datei auf USB #12604 (MINI/MINI+)
- Keine Datei zum Nachdruck #10508 (SL1)
- Keine FW im internen Flash #12612 (MINI/MINI+)
- Keine FW im internen Flash #26612 (MK4S) #13612 (MK4) #21612 (MK3.9) #23612 (MK3.5)
- Keine FW auf USB-Stick #26604 (MK4S) #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Nicht mit dem Netzwerk verbunden #10402 (SL1/SL1S)
- Nicht genügend Schichten #10540 (SL1/SL1S)
- Nicht genug Harz #10706 (SL1/SL1S)
- Düsenreinigung fehlgeschlagen (MK4, MK3.9)
- Düsenreinigung fehlgeschlagen (XL)
- Düse krachte in das Heizbett
- Überstrom an der Düsenheizung #23308 (MK3.5)
- Überstrom an der Düsenheizung #26308 (MK4S) #13308 (MK4) #21308 (MK3.9)
- Objekt beschnitten Warnung #10710 (SL1/SL1S)
- Öffnen des Projekts fehlgeschlagen #10504 (SL1/SL1S)
- Nicht genügend Speicherplatz #17507 (XL)
- Nicht genügend Speicherplatz #26507 (MK4S) #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- P.I.N.D.A./SuperPINDA-Sensorprüfung
- Parameter außerhalb des Bereichs #10707 (SL1/SL1S)
- Stift nicht erreicht #17107 (XL)
- PNG Puffer voll #17508 (XL)
- PNG Puffer voll #26508 (MK4S) #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- Aufheizfehler Bett #12201 (MINI)
- Vorheizfehler Druckkopf #12202 (MINI)
- Vorladen fehlgeschlagen #10503 (SL1/SL1S)
- Druckbeispiele fehlen #10523 (SL1/SL1S)
- Drucklüfter dreht sich nicht
- Der Drucker lässt sich nicht einschalten oder schaltet sich ständig aus
- Projektanalyse fehlgeschlagen #10542 (SL1/SL1S)
- Projekt ist beschädigt #10541 (SL1/SL1S)
- PrusaLink Fehlerbehebung
- Puppy Fehler #17511 (XL)
- Puppy Fehler #17512 (XL)
- Puppy Fehler #17513 (XL)
- Puppy Fehler #17514 (XL)
- Puppy Fehler #17515 (XL)
- Puppy Fehler #17516 (XL)
- Puppy Fehler #17517 (XL)
- Puppy Fehler #17518 (XL)
- Puppy Fehler #17519 (XL)
- Puppy Fehler #17520 (XL)
- Puppy Fehler #17521 (XL)
- Puppy Fehler #17522 (XL)
- Remote API Fehler #10407 (SL1/SL1S)
- Zu wenig Harz #10712 (SL1/SL1S)
- Harzmessung fehlgeschlagen #10124 (SL1/SL1S)
- Harzsensor-Fehler #10307 (SL1/SL1S)
- Harz zu hoch #10109 (SL1/SL1S)
- Harz zu gering #10108 (SL1/SL1S)
- Beispiel G-Codes
- Speichern der Logdatei (SL1/SL1S)
- SD-Karte funktioniert nicht
- SD-Karten und USB-Sticks
- Selbsttest fehlgeschlagen (XL Multi-Tool)
- Selbsttest fehlgeschlagen (XL)
- Signaturüberprüfung fehlgeschlagen #12606 (MINI/MINI+)
- Signaturüberprüfung fehlgeschlagen #26606 (MK4S) #13606 (MK4) #21606 (MK3.9) #23606 (MK3.5)
- SL1 Kippmechanismus-Fehler
- Spaghetti Monster
- Ihren MINI vertikal ausrichten
- Erklärung der Status-LED (MK4/XL)
- Erklärung der Status-LED (MMU3)
- Erkennung festsitzendes Filament #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Verheddertes Filament
- Temperatur nicht passend Heizbett #12209 (MINI/MINI+)
- Temperatur nicht passend Druckkopf #12210 (MINI/MINI+)
- Temperatur außerhalb des Bereichs #10208 (SL1/SL1S)
- Thermal Runaway Bett #12203 (MINI)
- Thermal Runaway Druckkopf #12204 (MINI)
- TMC Treiber kurzgeschlossen #04304 (MMU)
- TMC Treiber kurzgeschlossen #04314 (MMU)
- TMC Treiber kurzgeschlossen #04324 (MMU)
- Werkzeug-Offset außerhalb der Grenzen #17104 (XL)
- Toolchanger Fehler #17101 (XL)
- Problem mit dem Werkzeugwechsler (XL-Multitool)
- Turmprüfung fehlgeschlagen #10118 (SL1/SL1S)
- Nicht authorisiert #10406 (SL1/SL1S)
- Unter-Extrusion (Nextruder-Drucker)
- Unerwarteter Fehler #10501 (SL1/SL1S)
- Unerwarteter MC-Fehler #10306 (SL1/SL1S)
- Unbekanntes Druckermodell #10323 (SL1/SL1S)
- Nicht unterstützte BBF-Version #12614 (MINI/MINI+)
- Nicht unterstützte BBF-Version #26614 (MK4S) #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Nicht unterstützter Druckertyp #12610 (MINI/MINI+)
- Nicht unterstützter Druckertyp #26610 (MK4S) #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Nicht unterstützte Druckerversion #12611 (MINI/MINI+)
- Nicht unterstützte Druckerversion #26611 (MK4S) #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- USB-Gerät Überstrom #17307 (XL)
- USB-Gerät Überstrom #26307 (MK4S) #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- USB-Laufwerk wird nicht erkannt #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- USB nicht angeschlossen #12602 (MINI/MINI+)
- USB nicht angeschlossen #26602 (MK4S) #13602 (MK4) #21602 (MK3.9) #23602 (MK3.5)
- Überstrom am USB-Port #17306 (XL)
- Überstrom am USB-Port #26306 (MK4S) #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- UV-LED-Temperaturfehler #10209 (SL1/SL1S)
- UV-LED-Spannungsfehler #10309 (SL1)
- Vibrationen beim Drucken (MK3S+/MK2.5S)
- Falsches Druckermodell #10544 (SL1/SL1S)
- Falsche Revision des Motion Controllers #10301 (SL1)
- XY Position ungültig #17106 (XL)
- XY Sensor instabil #17105 (XL)
- Druck von Fehlermeldungen
Eine verstopfte Düse oder ein verstopftes Hotend ist ein häufiges Problem bei FFF/FDM-Druckern. Wenn es keine Probleme gibt, wird das Filament in das Hotend geschoben, geschmolzen und dann durch die Düse extrudiert. Wenn die Düse jedoch beschädigt ist oder das Filament Verunreinigungen enthält, kann es im Hotend stecken bleiben und den Drucker verstopfen.
Wie erkennt man eine verstopfte Düse/ein verstopftes Hotend?
Visuelle Prüfung
- Erreicht das Filament die Düse? Prüfen Sie, ob das Filament am Nextruder-Zahnrad vorbeiläuft.
- Kommt das Filament aus der Düse? Achten Sie beim Laden des Filaments darauf.
- Partielle Verstopfung - Lücken und fehlende Schichten
- Teilweise Verstopfung - Filament rollt sich auf und klebt an der Düse
Soundcheck
Überprüfen Sie, ob der Extruder Klickgeräusche von sich gibt
- Wenn ein lautes Klickgeräusch zu hören ist, deutet dies höchstwahrscheinlich darauf hin, dass die Düse verstopft oder verformt ist
- Wenn ein leichtes Klickgeräusch zu hören ist, kann dies höchstwahrscheinlich auf das Getriebe hindeuten
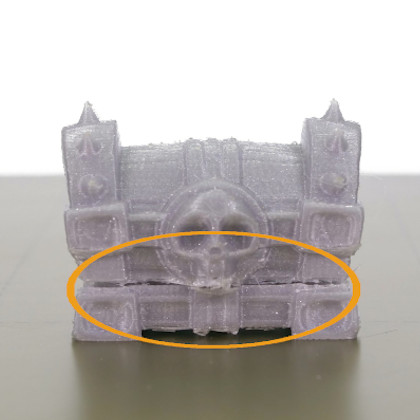
Teilweise Verstopfung
Manchmal ist die Verstopfung nur teilweise, d.h. der Drucker kann zwar etwas Filament durchdrücken, aber es reicht nicht aus, um das Objekt richtig zu drucken, was zu sichtbaren Lücken und fehlenden Schichten führt. Ein frühes Anzeichen für eine verstopfte Düse ist, dass das Filament nicht gleichmäßig extrudiert wird, sich aufrollt und an der Düse klebt.
Extruder-Klicken
Das Hotend oder die Düse ist teilweise oder vollständig verstopft und der innere Widerstand gegen den Fluss des Filaments ist größer als das, was der Antrieb schieben kann. Infolgedessen springen die Zahnräder, was zu dem "klickenden" Geräusch und in den meisten Fällen auch zum Abschleifen des Filaments führt.
Wie kann man einen verstopften Drucker reparieren?
Die Wahl der richtigen Methode hängt davon ab, ob Sie das Filament zumindest teilweise laden/entladen können oder ob der Drucker vollständig verstopft ist und sich weigert, das Filament auch nur ein wenig zu bewegen.
Bevor Sie mit der Reparatur des Druckers beginnen, versuchen Sie, das Filament zu entladen und vollständig zu entfernen. Wenn Sie dazu nicht in der Lage sind, könnte das ein Hinweis auf ein ernsteres Problem sein, aber wir werden uns auch mit diesem Problem befassen.
Bewegen Sie außerdem den Extruder über LCD-Menü - Einstellungen - Achse bewegen - Z-Achse oder durch langes Drücken des Bedienknopfes nach oben, so erhalten Sie besseren Zugang zu den verstopften Teilen.
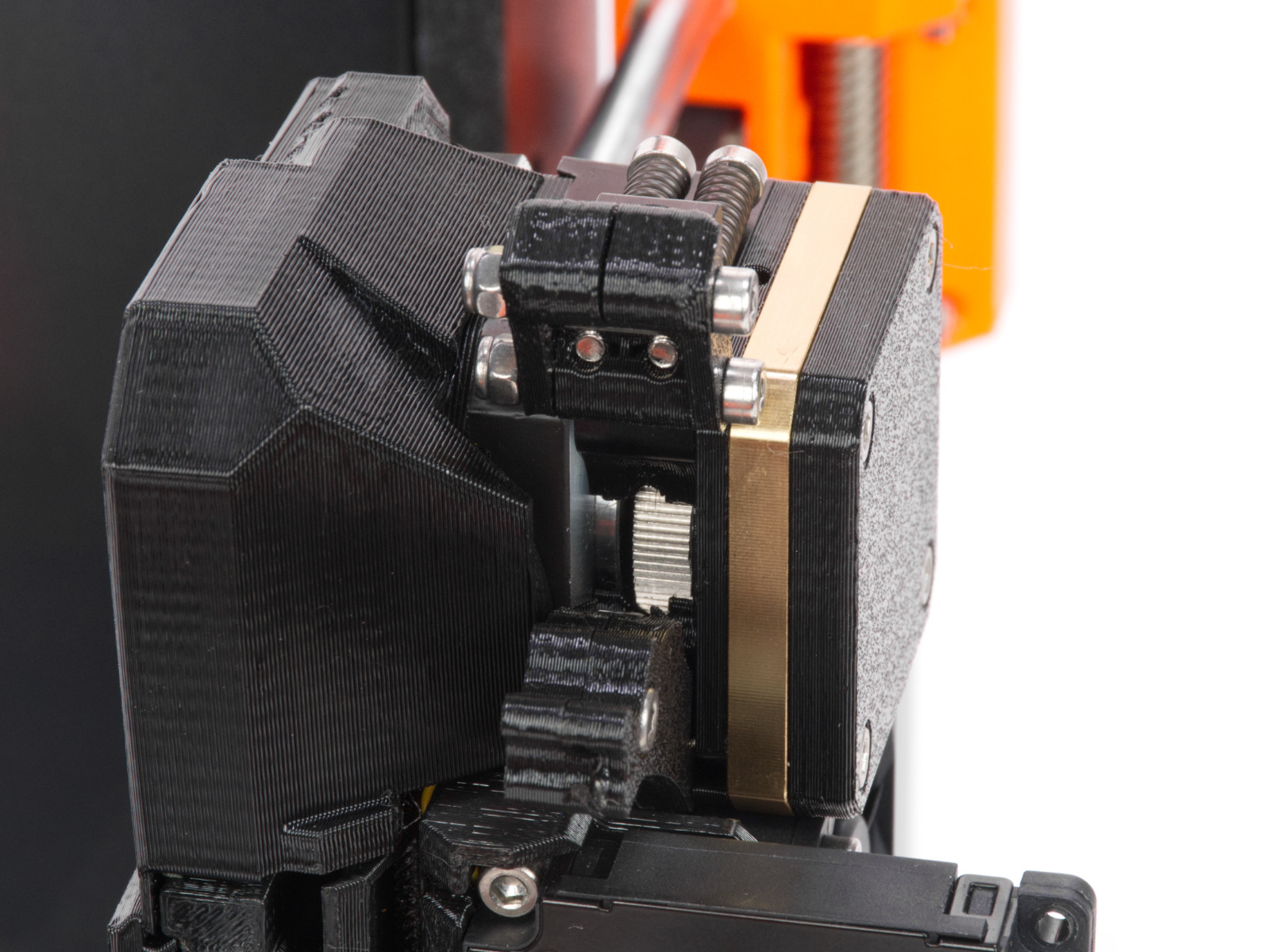
Extruder Spannschrauben
Der Extruder verfügt über zwei Spannschrauben, um den richtigen Abstand zwischen dem Getriebe und den beiden angetriebenen Zahnrädern einzustellen. Diese sind werksseitig auf die optimale Position eingestellt. Im Falle eines Eingriffs an diesem Teil können Sie die Spannschrauben auf ihre optimale Position einstellen: Die Spitzen der Schrauben müssen mit der vorderen Fläche der Spannmutter ausgerichtet sein. Danach schließen Sie den Spannrollenblock.
Zahnräder
Mit der Zeit können sich in den Rillen des Zuführungsgetriebes Ablagerungen von Filamentresten bilden, die dann zu einem unzureichenden Extrudieren des Filaments führen. Öffnen Sie den Extruder, indem Sie die Spannmutter anheben und dann die Leerlaufwelle bewegen. Sie können den Schmutz mit Druckluft wegblasen oder eine Messingbürste oder einen gewöhnlichen Zahnstocher verwenden. Verwenden Sie die Zugangsöffnung an der Seite des Extruders.
Düse
- Erhitzen Sie die Düse auf die für das Filament, aus dem Sie drucken wollen, geeignete Temperatur. Führen Sie zunächst das Filament ein und stecken Sie dann eine Akupunkturnadel (in der Verpackung enthalten) oder einen dünnen Draht (0,3-0,35 mm) von unten bis zu einer Tiefe von etwa 1-2 cm in die Düse. Benutzen Sie Schutzhandschuhe, wenn plötzlich Material aus der Düse fließt.
- Wählen Sie die Option Filament laden aus dem LCD-Menü und überprüfen Sie, ob die Düse das Filament tatsächlich vorschiebt.
- Stecken Sie den Draht oder die Akupunkturnadel erneut in die Düse und wiederholen Sie den ganzen Vorgang mehrmals. Wenn das Filament korrekt extrudiert wird, ist die Düse sauber.
Kommentare


Sie haben noch Fragen?
Wenn Sie eine Frage zu etwas haben, das hier nicht behandelt wird, sehen Sie sich unsere zusätzlichen Ressourcen an.
Und wenn das nicht ausreicht, können Sie über die Schaltfläche unten oder an die [email protected] eine Anfrage senden.